



░l▓╝╚šŲ┌Ż║2025-12-15 20:59:57
ę²čį
ļSų°┐Ų╝╝Ą─░lš╣╝░╚╦éāī”╔·╗Ņ┘|┴┐ę¬Ū¾Ą─╚šęµ╠ßĖ▀Ż¼ī”▌p┘|ĪóĖ▀ÅŖ▓─┴ŽĄ─ąĶŪ¾ė·░lŲ╚ŪąĪŻŌü║ŽĮę“ŲõŠ▀ėą▒╚ÅŖČ╚Ė▀ [1-2]ĪóĄ═ÅŚąį─Ż┴┐ [3]ĪóĄ═├▄Č╚ [4-5] ╝░┴╝║├Ą──═╬gąį [6] Ą╚╠žąįŻ¼į┌║Į┐š║Į╠ņ [7-8]Īó╩»ė═╣żśI [9] ║═┤¼▓░ [10] Ą╚ŅIė“æ¬ė├ė·░lÅVĘ║Ż¼╩▄ĄĮąąśIĖ▀Č╚ŪÓ▓AĪŻ
─│ą═║Į┐š░läėÖCš¹┴„Ų„ū„×ķ║Į┐š░läėÖCĻPµIĮM│╔▓┐╝■Ż¼Ųõ▓─┴Ž▀xė├TC1Ōü║ŽĮŻ¼║╦ą─╣”─▄×ķīŹ¼FÜŌ┴„Ą─š{┐žŻ¼ę¬Ū¾║ĖĮėĮėŅ^ąĶŠ▀éõ▌^Ė▀ÅŖČ╚Ż¼Ūę─▄│ą╩▄┤¾Ą─Į╗ūāæ¬┴”ū„ė├Č°▓╗«a╔·┴č╝yĄ╚╚▒Ž▌Ą──▄┴”Ż¼ę“┤╦ī”║ĖĮė┘|┴┐ę¬Ū¾║▄Ė▀Ż╗┤╦═ŌĶbė┌įōš¹┴„Ų„Š▀ėąÅ═ļsĄ─▒Ī▒┌ĮYśŗŻ¼é„ĮyÜÕ╗Ī║ĖĪó╝ż╣Ō║ĖĄ╚ĘĮĘ©╚▌ęūę²░lļyęį┐žųŲĄ─║ĖĮėūāą╬Ż¼ī¦ų┬┴Ń╝■│▀┤ńŠ½Č╚¤oĘ©ØMūŃįOėŗę¬Ū¾Ż¼ūŅĮKė░Ēæ░läėÖCĄ─╣żū„ąį─▄ĪŻ
ĮøŠC║Ž┐╝┴┐TC1Ōü║ŽĮĄ─║ĖĮė╠žąį╝░š¹┴„Ų„ĮYśŗŻ¼į┌¼Fėą╝╝ągŚl╝■Ž┬Ż¼šµ┐šŌF║Ėš¹┴„Ų„╩ŪūŅ║Ž▀mĄ─║ĖĮėĘĮĘ©ĪŻĄ½─┐Ū░ī”ė┌TC1Ōü║ŽĮšµ┐šŌF║ĖĘĮ├µĄ─蹊┐ŽÓī”▌^╔┘Ż¼×ķ┤╦Ż¼▒ŠšnŅ}═©▀^ī”TC1Ōü║ŽĮšµ┐šŌF║Ė╣ż╦ć╝░Ųõąį─▄▀Mąą╠Į╦„Ż¼×ķš¹┴„Ų„Ą─šµ┐šŌF║ĖĄņČ©┴╦┐Ųčą╗∙ĄAĪŻ
1Īóįć“׌l╝■
1.1 įć“×ė├╗∙▓─
╦∙▀xė├Ą─╗∙▓─×ķTC1Ōü║ŽĮŻ¼Ųõ│╔ĘųęŖ▒Ē 1ĪŻ
▒Ē 1TC1Ōü║ŽĮ╗»īW│╔Ęų (┘|┴┐ĘųöĄ) å╬╬╗:%
| į¬╦ž | Al | Mn | Ti | Fe | C | N | H | O |
| š╝▒╚ | 1.76 | 1.67 | ŲõėÓ | <0.1 | 0.022 | 0.0093 | 0.0022 | 0.078 |
1.2 įć“×ė├ŌF┴Ž
▒Š┤╬įć“×▀xė├┼cŲõ│╔ĘųŽÓĮ³Ą─ Ag-Cu-TiĪóTi-Zr-Cu-NiĪóBTi3 Ą╚ 3 ĘNŌF┴ŽĪŻ
2ĪóĮY╣¹┼cėæšō
2.1 ŌF┴ŽĄ─▀xČ©
ī”▓╔┘ÅĄ─ Ag-Cu-TiĪóTi-Zr-Cu-Ni ║═ BTi3 Ą╚ 3 ĘNŌF┴Ž▀Mąą┴╦▓Ņ¤ßĘų╬÷Ż¼▓Ņ¤ßĘų╬÷ĮY╣¹ęŖ▒Ē 2ĪŻ
▒Ē 2 ŌF┴Ž▓Ņ¤ßĘų╬÷ĮY╣¹
| ŌF┴Ž | ╣╠ŽÓŠĆ /Īµ | ę║ŽÓŠĆ /Īµ |
| Ag28Cu1.5Ti | 776 | 788 |
| Ti-Zr-Cu-Ni | 842 | 871 |
| BTi3 | 837 | 843 |
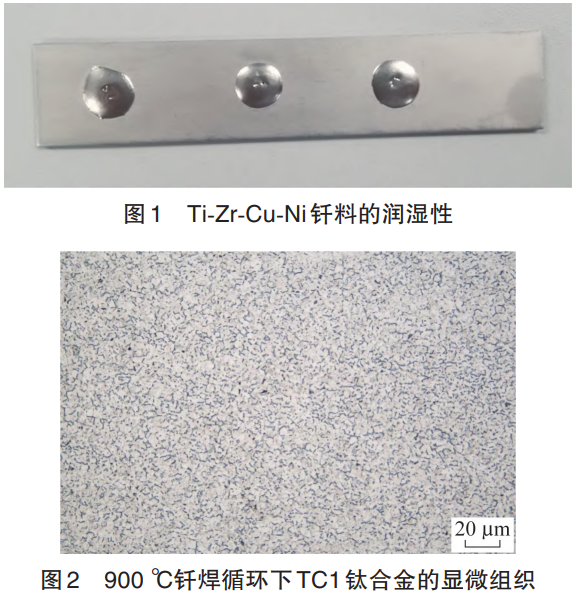
Ė∙ō■▓Ņ¤ßĘų╬÷ĮY╣¹╝░ŌF║Ė£žČ╚įOų├įŁätŻ¼Ti-Zr-Cu-Ni ŌF┴ŽĄ─ŌF║Ė£žČ╚ĮėĮ³ 900ĪµŻ¼ę“┤╦į┌ 900ĪµĄ─Śl╝■Ž┬Ż¼ī” Ti-Zr-Cu-Ni ŌF┴Žķ_š╣ØÖرąįįć“ׯ¼įć“×ĮY╣¹╚ńłD 1 ╦∙╩ŠĪŻTi-Zr-Cu-Ni ŌF┴Žį┌ 900ĪµĄ─ŌF║Ė£žČ╚Ž┬│╩╣Ō┴┴Ū“ĀŅą╬æBŻ¼Äū║§¤oõüš╣¼FŽ¾Ż¼▒Ē├„ŌF┴Žį┌┤╦ŌF║Ė£žČ╚Ž┬Ą─┴„äėąį▌^▓ŅŻ¼Č°ŌF┴ŽĄ─┴„äėąį▓╗ūŃĢ■╩╣║¾└mŌF┴Žī”ŌF┐pĄ─╠Ņ│õ«a╔·▓╗└¹Ą─ė░ĒæĪŻ╚¶ę¬Ė─╔ŲŌF┴ŽĄ─õüš╣ąį─▄Ż¼ätąĶ▀Mę╗▓Į╠ß╔²ŌF║Ė£žČ╚Ż¼Ė∙ō■▓─┴Ž╩ųāįŻ¼TC1 ▓─┴ŽĮM┐Ś▐Dūā£žČ╚×ķ 920~930ĪµŻ¼«ö£žČ╚▀_ĄĮ┤╦ģ^ķgĢrŻ¼Ųõ╗∙¾wĮM┐ŚĢ■░l╔·▐DūāĪŻīŹļH╔ŽŻ¼į┌ŌF║Ė£žČ╚×ķ 900ĪµĢrŻ¼TC1 Ōü║ŽĮęčĮø│÷¼F┴╦ĮM┐Ś▐DūāĄ─ŪķørŻ¼╚ńłD 2 ╦∙╩ŠŻ¼╣╩ Ti-Zr-Cu-Ni ŌF┴Ž▓╗▀mė├ė┌TC1Ōü║ŽĮĄ─ŌF║ĖĪŻ▒Š╬─║¾└m▓╗į┘ķ_š╣įōŌF┴ŽĄ─蹊┐Ż¼ųž³c蹊┐ Ag-Cu-Ti ║═ BTi3 ŌF┴Ž 2 ĘNŌF┴ŽĪŻ
2.2 ŌF┴ŽĄ─ØÖرąį║═╠ŅŽČąį
2.2.1 Ag-Cu-Ti ŌF┴ŽĄ─ØÖرąį║═╠ŅŽČąį
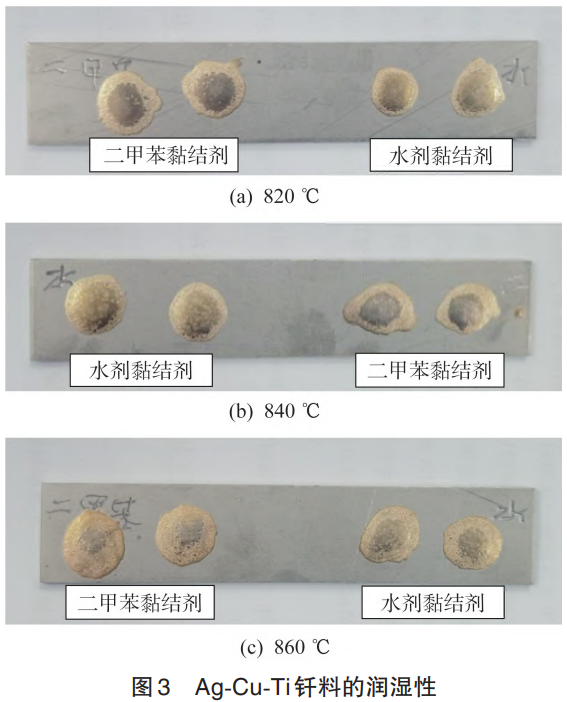
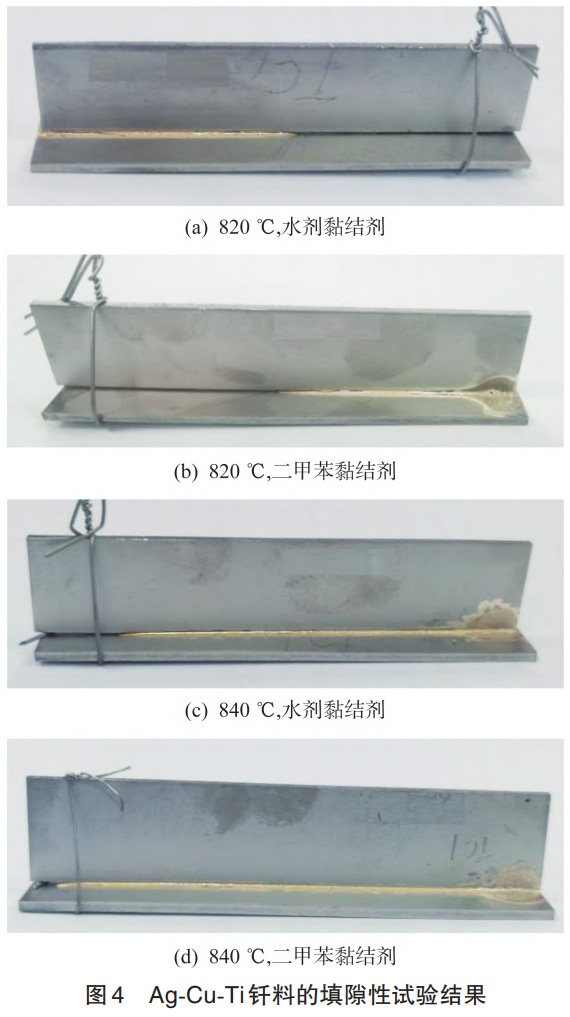
Ė∙ō■▓Ņ¤ßĘų╬÷ĮY╣¹Ż¼ī” Ag-Cu-Ti ŌF┴ŽĘųäeį┌ 820Īµ×15minĪó840Īµ×15minĪó860Īµ×15min ╚²ĮMģóöĄŚl╝■Ž┬ī”TC1Ōü║ŽĮįćŲ¼▀Mąą┴╦ŌF┴ŽØÖرõüš╣įć“ׯ¼įć“×▀^│╠ųąĘųäe▓╔ė├┴╦╦«ä®żĮėä®║═Č■╝ū▒ĮżĮėä®ī”ŌF┴Ž▀Mąąš{ųŲŻ¼ĮY╣¹╚ńłD 3 ╦∙╩ŠĪŻė╔łD 3 ┐╔ų¬Ż¼į┌╔Ž╩÷ 3 ĮMģóöĄŽ┬Ż¼Ag-Cu-Ti ŌF┴ŽŠ∙▒Ē¼F│÷┴╝║├Ą─ØÖرąįŻ╗Ūęį┌ŽÓ═¼ģóöĄŽ┬Ż¼╩╣ė├Č■╝ū▒ĮżĮY䮚{ųŲĄ─ŌF┴ŽŻ¼ŲõØÖرąį║═õüš╣ąį’@ų°ā×ė┌╦«ä®żĮY䮚{ųŲĄ─ŌF┴ŽĪŻĄ½Ķbė┌ 860ĪµĄ─ŌF║Ė£žČ╚ĮėĮ³TC1Ōü║ŽĮ▓─┴ŽĄ─ĮM┐Ś▐Dūā£žČ╚Ż¼╦∙ęį▀x╚Ī 820Īµ×15minĪó840Īµ×15min ā╔ĮMģóöĄ▀Mąą▀Mę╗▓ĮĄ─╠ŅŽČąįįć“ׯ¼┤_Č© Ag-Cu-Ti ŌF┴ŽĄ─ūŅ╝čŌF║ĖęÄĘČŻ¼╠ŅŽČąįįć“×ĮY╣¹╚ńłD 4 ╦∙╩ŠĪŻė╔łD 4 ┐╔ų¬Ż¼840Īµ×15min ĢrŻ¼ŌF┴ŽĄ─╠ŅŽČąįūŅ╝čŻ¼╠Ņ│õķLČ╚▀_ 116mmĪŻ
2.2.2 BTi3 ŌF┴ŽĄ─ØÖرąį║═╠ŅŽČąį
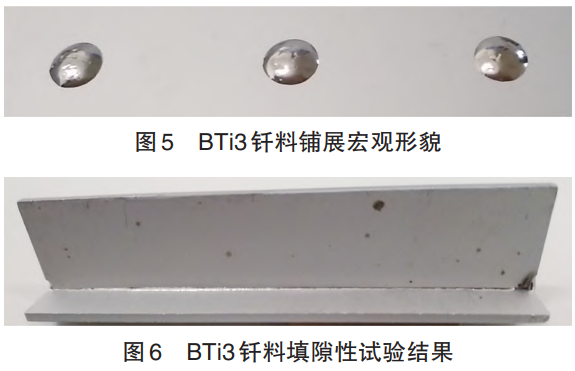
ī”ė┌ BTi3 ŌF┴ŽŻ¼▓╔ė├Č■╝ū▒ĮżĮYä®ī”Ųõ▀Mąąš{ųŲŻ¼į┌ 860Īµ×15min Ą─╣ż╦ćģóöĄŽ┬Ż¼ķ_š╣ØÖرõüš╣įć“ׯ¼ĮY╣¹╚ńłD 5 ╦∙╩ŠĪŻė╔łD 5 ┐╔ų¬Ż¼ŌF┴Žš╣¼F│÷┴╝║├Ą─ØÖرąįŻ¼▒Ē├µ│╩Įī┘╣ŌØ╔ĪŻ
į┌╔Ž╩÷ŌF║ĖģóöĄŽ┬ī”ė┌ BTi3 ŌF┴Ž▀Mąą╠ŅŽČąįįć“ׯ¼ŲõĮY╣¹╚ńłD 6 ╦∙╩ŠĪŻė╔łD 6 ┐╔ų¬Ż¼BTi3 ŌF┴Žį┌įōŌF║ĖģóöĄŽ┬š╣¼F│÷┴╝║├Ą─╠Ņ│õą¦╣¹Ż¼╠Ņ│õķLČ╚▀_ 115mmĪŻ
ŠC╔Ž╦∙╩÷Ż¼×ķ▒ŻšŽTC1Ōü║ŽĮšµ┐šŌF║Ė▀^│╠ųąŌF┴Ž┴╝║├Ą─õüš╣ąį║═╠ŅŽČąįŻ¼▀MČ°▒ŻūCŌF║Ė┘|┴┐Ż¼ī”ė┌ Ag-Cu-Ti ŌF┴ŽŻ¼═Ų╦]╩╣ė├Č■╝ū▒ĮżĮYä®▀Mąąš{ųŲŻ¼ŌF║ĖęÄĘČ×ķ 840Īµ×15minŻ╗Č°ī”ė┌ BTi3 ŌF┴ŽŻ¼═Ų╦]ŌF║ĖęÄĘČ×ķ 860Īµ×15minĪŻ
2.3 ŌF┐pĄ─ąį─▄£yįć
2.3.1 ŌF┐pĄ─╝¶ŪąÅŖČ╚
ę“×ķŌü║ŽĮī┘ė┌╠ž╩Ō║ĖĮė▓─┴ŽŻ¼Ųõ▒Ē├µī”č§╗»Ę┤權▀ėą▌^Ė▀Ą─├¶ĖąąįŻ¼×ķ┤_▒Ż║ĖĮė┘|┴┐Ż¼į┌║ĖĮėŪ░ąĶ▀Mąą╦ߎ┤╠Ä└ĒŻ¼×ķ┤_Č©╦ߎ┤║¾║ĖĮėĄ─Ģrķg┐žųŲŻ¼ī”▒╚┴╦╦ߎ┤║¾▓╗═¼Ģrķgī”ŌF║Ė┐pĄ─╝¶ŪąÅŖČ╚ĪŻ
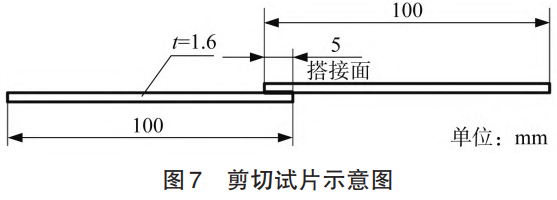
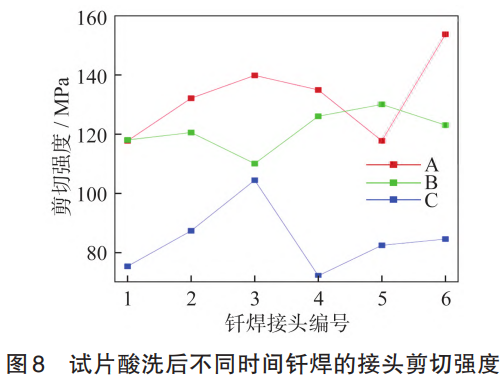
▓╔ė├ęÄĖ±×ķ 100mm×20mm Ą─TC1░Õ▓─ųŲéõ╝¶ŪąÅŖČ╚£yįćįćŲ¼Ż¼┤ŅĮė╩ŠęŌłD╚ńłD 7 ╦∙╩ŠŻ¼įć“×▀xė├ Ag-Cu-Ti ŌF┴Ž▀MąąŌF║ĖŻ¼ŌF║Ė£žČ╚×ķ 840ĪµŻ¼▒Ż£žĢrķg 15minĪŻ╝¶ŪąÅŖČ╚£yįćĮY╣¹╚ńłD 8 ╦∙╩ŠŻ¼Ųõųą A ĮMįćŲ¼×ķ╦ߎ┤║¾ 24h ŌF║ĖŻ¼B ĮMįćŲ¼×ķ╦ߎ┤║¾ 96h ŌF║ĖŻ¼C ĮMįćŲ¼×ķ╦ߎ┤║¾ 140h ŌF║ĖŻ¼├┐ĮMįćŲ¼Š∙╝ė╣ż 6 éĆŌF║ĖĮėŅ^Ż¼╦∙ėąįćŲ¼ŌF║Ė║¾Š∙▀Mąą┴╦ 600Īµ×2~3h Ą─═╦╗╠Ä└ĒŻ¼Įø╝¶ŪąÅŖČ╚£yįćöÓ┴č▓┐╬╗Š∙į┌ŌF┐p╠ÄĪŻė╔łD 8 ┐╔ų¬Ż¼ļSų°╦ߎ┤║¾ĢrķgĄ─į÷╝ėŻ¼įćŲ¼╝¶ŪąÅŖČ╚š¹¾w│╩Ž┬ĮĄ┌ģä▌Ż¼Ūę╦ߎ┤║¾ 140h ŌF║ĖĄ─ĮėŅ^ÅŖČ╚├„’@Ą═ė┌╦ߎ┤║¾ 24h ║═ 96h ŌF║ĖĄ─įćŲ¼Ż¼╗∙ė┌┤╦Ż¼×ķ▒ŻūCŌF║ĖĮėŅ^ÅŖČ╚Ż¼TC1 Ōü║ŽĮŌF║ĖĄ─╦ߎ┤║¾ŌF║ĖĢrķgæ¬▒M┴┐┐žųŲį┌ 96h ā╚ĪŻ
2.3.2 ŌF┐p─═Ė»╬gąį─▄
ė╔ė┌─│ą®Ōü║ŽĮ┴Ń╝■Ą─Ę■ę█ŁhŠ│Ż¼ąĶę¬ķLŲ┌▒®┬Čį┌│▒رĄ─ŁhŠ│ųąŻ¼▒ŠčąŠ┐ī” 2 ĘN▀m┼õąį▌^║├Ą─ŌF┴Ž╦∙ą╬│╔Ą─ŌF┐p▀Mąą─═Ė»╬gąį─▄£yįćĪŻ
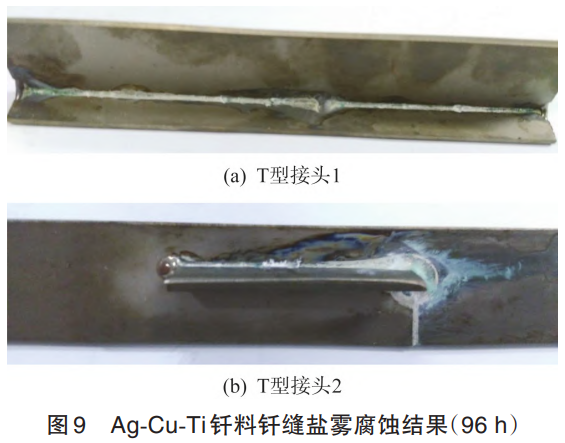
ę└ō■ GB/T 10125-2021 ę¬Ū¾ī” Ag-Cu-Ti ŌF┴ŽŌF║Ė + ═╦╗║¾Ą─ 2 éĆ T ą═ĮėŅ^ŌF║Ė┐pķ_š╣┴╦ĢrķL×ķ 96h Ą─ųąąį¹}ņFĖ»╬gįć“ׯ¼įć“×ĮY╩°║¾Ż¼įćŲ¼ų├ė┌│Ż£žŁhŠ│Ž┬Ę┼ų├ 48h ▀Mąą║¾└mė^▓ņŻ¼ĮY╣¹’@╩Š 2 éĆĮėŅ^Ą─║Ė┐p╠ÄŌF┴ŽŠ∙│÷¼Fć└ųžĖ»╬gĄ─¼FŽ¾Ż¼Ūę░ķļS░ū╔½║═ŠG╔½Ė»╬g╬’«a╔·Ż¼╚ńłD 9 ╦∙╩ŠĪŻ
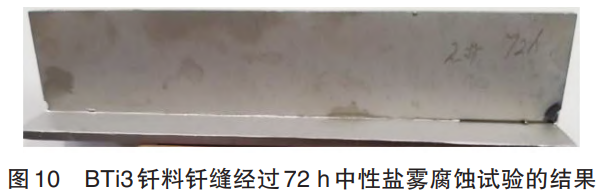
ę└ō■ GB/T 10125-2021 ę¬Ū¾ī” BTi3 ŌF┴ŽŌF║Ė + ═╦╗ (Ž╚šµ┐šŌF║Ė裣hį┘═╦╗╠Ä└Ē) ║¾Ą─ T ą═ĮėŅ^ŌF║Ė┐pķ_š╣┴╦ĢrķL×ķ 48Īó72Īó96Īó120Īó144h Ą─ųąąį¹}ņFĖ»╬gįć“ׯ¼įć“×ĮY╩°║¾Ż¼įćŲ¼ų├ė┌│Ż£žŁhŠ│Ž┬Ę┼ų├ 48h ║¾ė^▓ņŻ¼ĮY╣¹’@╩ŠŻ¼╦∙ėąįćŲ¼ŌF║Ė┐p╠ÄŠ∙╬┤│÷¼FĖ»╬g¼FŽ¾╝░Ė»╬g╬’Ż¼ŲõųąĮø▀^ 72h ųąąį¹}ņFĖ»╬gįć“ץ─ĮY╣¹╚ńłD 10 ╦∙╩ŠĪŻ
ŠC╔Ž╦∙╩÷Ż¼Ag-Cu-Ti ŌF┴Žą╬│╔Ą─ŌF┐p─═¹}ņFĖ»╬gąį─▄▌^▓ŅŻ¼ļyęįØMūŃ╚²Ę└ę¬Ū¾Ż╗BTi3 ŌF┴Žą╬│╔Ą─ŌF┐p─═¹}ņFĖ»╬gąį─▄▌^║├Ż¼┐╔ØMūŃ┐╣¹}ņFĖ»╬gąį─▄╚²Ę└ę¬Ū¾ĪŻ
2.4 ¤ß裣h╠Ä└Ēī”TC1Ōü║ŽĮ╗∙▓─Ą─ė░Ēæ
×ķ蹊┐ŌF║Ė裣hī”TC1Ōü║ŽĮ▓─┴Žąį─▄║═ĮM┐ŚĄ─ė░ĒæęÄ┬╔Ż¼įOėŗ┴╦ī”▒╚įć“ׯ¼Ęųäeī”╣®æ¬æBĪóŌF║Ė║¾╝░ŌF║Ė + ═╦╗║¾TC1įćŲ¼ķ_š╣┴╦╩ę£ž┐╣└ŁÅŖČ╚įć“ׯ¼▓óī”ŌF║Ė + ═╦╗║¾įćŲ¼▀MąąĮŽÓŲ╩ŪąĘų╬÷ĪŻ
2.4.1 ī”╗∙▓─ÅŖČ╚Ą─ė░Ēæ
×ķ├„┤_ŌF║Ė裣hī”╗∙▓─ÅŖČ╚Ą─ė░ĒæÖCųŲŻ¼īóTC1įćŲ¼į┌ 2 ĘNŌF┴ŽĄ─ŌF║Ė裣hģóöĄŽ┬▀Mąą┴╦¤ß裣h╝░║¾└m═╦╗╠Ä└ĒŻ¼į┌┤╦╗∙ĄA╔ŽĘųäeīó╣®æ¬æBĪóŌF║Ė裣hæBĪóŌF║Ė裣h + ═╦╗æB╠Ä└ĒĄ─TC1įćŲ¼ū„×ķ 3 ĮM£yįćī”Ž¾▀Mąą┴╦╝¶ŪąÅŖČ╚£yįćŻ¼ĮY╣¹ęŖ▒Ē 3ĪŻė╔▒Ē 3 ┐╔ų¬Ż¼ĮøÜv┴╦ŌF║Ė裣h╝░ŌF║Ė裣h + ═╦╗╠Ä└Ē║¾įćŲ¼Ą─╝¶ŪąÅŖČ╚┼c╣®æ¬æB╝¶ŪąÅŖČ╚¤o├„’@▓ŅäeŻ¼ĮY╣¹▒Ē├„¤ß裣h╠Ä└Ēī”TC1ÅŖČ╚╗∙▒Š¤o▓╗┴╝ė░ĒæĪŻ
▒Ē 3TC1įćŲ¼╩ę£ž└Ł╔ņ╝¶ŪąÅŖČ╚ī”▒╚ å╬╬╗Ż║MPa
| ĮMäe | įćŲ¼ 1 | įćŲ¼ 2 | įćŲ¼ 3 | ŲĮŠ∙ųĄ |
| ╣®æ¬æB | 805.4 | 798.4 | 796.0 | 800.0 |
| ŌF║Ė裣h (840Īµ×15min) | 777.5 | 791.5 | 783.2 | 784.1 |
| ŌF║Ė裣h (860Īµ×15min) | 770.8 | 790.8 | 793.5 | 785.0 |
| ŌF║Ė裣h + ═╦╗ (840Īµ×15min) | 778.7 | 789.7 | 787.9 | 785.4 |
| ŌF║Ė裣h + ═╦╗ (860Īµ×15min) | 800.6 | 772.2 | 776.8 | 783.2 |
2.4.2 ī”╗∙▓─ĮM┐ŚĄ─ė░Ēæ
×ķ┤_Č©į┌įōŌF║ĖĀŅæBŽ┬Ż¼ā╔ĘNŌF┴Žī”TC1Ōü║ŽĮĮM┐ŚĄ─ė░ĒæÖCųŲŻ¼ī”ŌF║Ė + ═╦╗Ą─įćŲ¼▀Mąą┴╦ĮŽÓŲ╩ŪąŻ¼╚ńłD 11 ╦∙╩ŠĪŻ
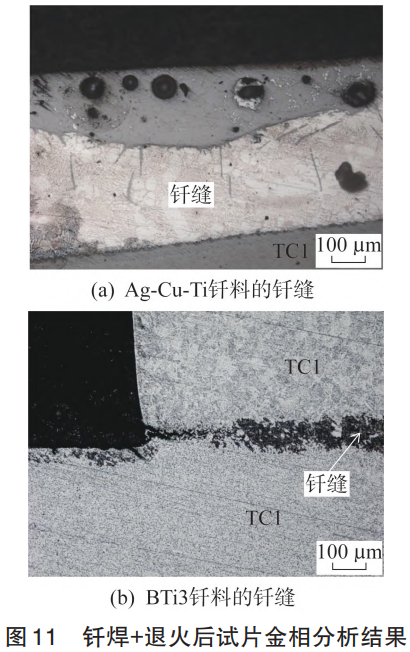
ĮY╣¹▒Ē├„Ż¼2 ĘNŌF┴ŽŌF║Ė裣h + ═╦╗æBĄ─╗∙¾wĮM┐ŚŠ∙▒Ż│ųš²│ŻĀŅæBŻ¼╬┤ęŖ▀^¤ß¼FŽ¾«a╔·Ż¼Ūęī”╗∙¾wŠ∙╬┤│÷¼F╚▄╬g¼FŽ¾ĪŻ
3ĪóĮYšō
▒ŠšnŅ}ć·└@TC1Ōü║ŽĮšµ┐šŌF║Ė╝╝ągš╣ķ_蹊┐Ż¼╠ĮŠ┐┴╦ŌF┴ŽĄ─▀xČ©ĪóŌF║Ė裣hģóöĄĪó╦ߎ┤Ģrķg┐žųŲĪóŌF┐pąį─▄£yįć╝░¤ß裣h╠Ä└Ēī”╗∙▓─ąį─▄ė░ĒæęÄ┬╔Ą─蹊┐Ż¼Ą├ĄĮĮYšō╚ńŽ┬Ż║
(1) į┌TC1Ōü║ŽĮĄ─šµ┐šŌF║Ė╣ż╦ćųąŻ¼×ķ▒ŻūCŌF┴Ž┴╝║├Ą─õüš╣ąį║═╠ŅŽČąį▀MČ°▒ŻūCŌF║Ė┘|┴┐Ż¼▀xė├ Ag-Cu-Ti ŌF┴ŽĢr═Ų╦]╩╣ė├Č■╝ū▒ĮżĮYä®▀Mąąš{ųŲŻ¼ŌF║ĖęÄĘČ×ķ 840Īµ×15minŻ╗Č°ī”ė┌ BTi3 ŌF┴ŽŻ¼═Ų╦]ŌF║ĖęÄĘČ×ķ 860Īµ×15minŻ╗Ti-Zr-Cu-Ni ŌF┴Ž▓╗▀mė├ė┌įōŌF║Ėū„śIĪŻ
(2) į┌TC1Ōü║ŽĮĄ─šµ┐šŌF║Ė╣ż╦ćųąŻ¼ļSų°║ĖŪ░╦ߎ┤║¾ĢrķgĄ─į÷╝ėŻ¼įćŲ¼╝¶ŪąÅŖČ╚│╩Ž┬ĮĄ┌ģä▌Ż¼×ķ▒ŻūCŌF║ĖĮėŅ^ÅŖČ╚Ż¼TC1 Ōü║ŽĮŌF║ĖĄ─╦ߎ┤║¾ŌF║ĖĢrķgæ¬┐žųŲį┌ 96h ā╚ĪŻ
(3) Ag-Cu-Ti ŌF┴Žą╬│╔Ą─ŌF┐p─═¹}ņFĖ»╬gąį─▄▌^▓ŅŻ¼ļyęįØMūŃ╚²Ę└ę¬Ū¾Ż╗BTi3 ŌF┴Žą╬│╔Ą─ŌF┐p─═¹}ņFĖ»╬gąį─▄▌^║├Ż¼┐╔ØMūŃ┐╣¹}ņFĖ»╬gąį─▄╚²Ę└ę¬Ū¾ĪŻ
(4) ¤ß裣h╠Ä└Ēī”TC1Ōü║ŽĮ╗∙▓─ÅŖČ╚║═’@╬óĮM┐Ś╗∙▒Š¤o’@ų°ė░ĒæĪŻ
ģó┐╝╬─½I
[1] Ę¹│╔īWŻ¼└ūĢį韯¼┘ZąĪ’wŻ¼Ą╚ĪŻŌü║ŽĮ╝ż╣Ōį÷▓─ųŲįņ╝╝ąg蹊┐┼cæ¬ė├▀Mš╣ [J]. ║Ė╣▄Ż¼2023, 46 (8):11-18.
[2] Ė▀ĶF▄ŖŻ¼äóąĪ▄ŖŻ¼ė┌÷HŻ¼Ą╚ĪŻ│¼┬Ģš±äėī”TC1Ōü║ŽĮ░Õ▓─└Ł╔ņąį─▄Ą─ė░Ēæ [J]. ŽĪėąĮī┘▓─┴Ž┼c╣ż│╠Ż¼2019, 48 (1):286-292.
[3] čńĮ▄Ż¼ÅłĄŽŻ¼ÅłŠSŠSŻ¼Ą╚.TC1Ōü║ŽĮ║ĖĮė╣ż╦ćĄ─æ¬ė├蹊┐ [J]. ║ĖĮė╝╝ągŻ¼2024, 53 (2):91-95.
[4] äóĻ¢Ż¼Åł┘FõhŻ¼═§╩┐į¬ĪŻŌü║ŽĮ┼c▓╗õPõō«ÉĘNĮī┘ŌF║ĖĄ─蹊┐▀Mš╣ [J]. ║Ė╣▄Ż¼2019, 42 (3):1-7.
[5] Åł╦╔į└ĪŻ╝ż╣Ō┐Śśŗ╗» TC4 Ōü║ŽĮ─”▓┴─źōpąį─▄蹊┐ [D]. ┤¾▀BŻ║┤¾▀B║Ż╩┬┤¾īWŻ¼2023.
[6] ³S╚╔·Ż¼ĘĮ─╦╬─Ż¼╬õ∙i▓®Ż¼Ą╚ĪŻ║±▒┌Ōü║ŽĮ╚█╗»║ĖĮė╝╝ąg蹊┐¼FĀŅ [J]. ļŖ║ĖÖCŻ¼2022, 52 (6):10-24.
[7] └Ņ║Ż╔ĮŻ¼┴_┤¾ą┬Ż¼═§Å®šZŻ¼Ą╚. TC4 Ōü║ŽĮę║└õ░Õ┼cĮYśŗ╝■šµ┐šŌF║ĖĄ─╣ż╦ć蹊┐ [J]. ║┌²łĮŁ┐Ų╝╝┤¾īWīWł¾Ż¼2023, 33 (1):71-75.
[8] äó├»ĪŻųąķgīėī”╠╝▓─┴Ž┼cŌü║ŽĮŌF║ĖĮM┐Ś║═ąį─▄Ą─蹊┐ [D]. Žµ╠ČŻ║Žµ╠Č┤¾īWŻ¼2022.
[9] ▐╔▀\زŻ¼äóąŪ│ĮŻ¼³SĢįĮŁŻ¼Ą╚ĪŻŌü║ŽĮ▓─┴Žį┌╩»ė═╣żśIųąĄ─æ¬ė├╝░Ųõ┐╣Ė»╬gąį─▄蹊┐ [J]. ║Ė╣▄Ż¼2023, 46 (11):1-8.
[10] └ŅÉéŻ¼═§Į©ĘÕŻ¼±R²ł’wŻ¼Ą╚ĪŻ▒Ż£žĢrķgī”Ōü║ŽĮ░Õ│ß╩ĮōQ¤ßŲ„šµ┐šŌF║Ė▀^│╠£žČ╚ł÷╝░ÜłėÓæ¬┴”Ą─ė░Ēæ [J]. ║ĖĮėīWł¾Ż¼2024, 45 (2):33-40.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║šµ┐šŌF║Ė╣ż╦ćī”TC1Ōü║ŽĮ║Ė┐pąį─▄Ą─ė░ĒæŻ®
tagś╦║×:TC1Ōü║ŽĮ,║Į┐š░läėÖCš¹┴„Ų„,▒Ī▒┌ĮYśŗ,šµ┐šŌF║Ė