



░l▓╝╚šŲ┌Ż║2026-1-25 17:09:21
Ōü║ŽĮŠ▀ėąĄ═├▄Č╚ĪóĖ▀ÅŖČ╚Īó«ÉĄ──═Ė»╬gąį║═╔·╬’ŽÓ╚▌ąįĄ╚ā׳cŻ¼ęčÅVĘ║æ¬ė├ė┌║Į┐š║Į╠ņĪó║Żč¾┤¼▓░║═╔·╬’ßtīWĄ╚ŅIė“[1-2]ĪŻ╚╗Č°Ż¼Ė▀░║Ą─įŁ▓─┴Žę▒¤Æ│╔▒Š║═▌^▓ŅĄ─╝ė╣żąį─▄┤¾Ę∙į÷╝ė┴╦Ōü║ŽĮĄ─╩╣ė├│╔▒Š[3],▀Mę╗▓ĮŽ▐ųŲ┴╦Ōü║ŽĮį┌Ų¹▄ćĄ╚├±ė├ŅIė“Ą─æ¬ė├ĪŻę“┤╦Ż¼Į³ā¶│╔ą╬╝╝ągę╗ų▒╩ŪŌü║ŽĮųŲéõŅIė“Ą─蹊┐¤ß³cĪŻ
Ąõą═Ą─Ōü║ŽĮĮ³ā¶│╔ą╬╝╝ąg░³└©Š½├▄ĶTįņĪóį÷▓─ųŲįņ║═Ę█─®ę▒ĮĄ╚ĪŻŠ½├▄ĶTįņ╩Ūę╗ĘNĄ═│╔▒ŠĄ─Į³ā¶│╔ą╬╣ż╦ć[4]ĪŻŌü║ŽĮ▀^¤ßČ╚Ą═Īó│õą╬└¦ļyŻ¼Į³─ĻüĒŻ¼čąŠ┐╚╦åTĻæ└mķ_░l┴╦ųž┴”ĶTįņ║═ļxą─ĶTįņĄ╚ČÓĘNŠ½├▄ĶTįņ╣ż╦ć,┐╔ęįīŹ¼FČÓĘN┤¾ą═Ōü║ŽĮÅ═ļsĮYśŗ╝■Ą─Į³ā¶│╔ą╬[5-7],╚╗Č°│╔ŲĘśŗ╝■║ŽĖ±┬╩╚įėą┤²╠ß╔²ĪŻ┴Ēę╗ĘĮŻ¼Ōü║ŽĮ╚█³cĖ▀Ż¼Č°ŪęŌüį┌Ė▀£žŽ┬║§┼c╦∙ėąĄ─█ßłÕ▓─┴Ž░l╔·Ę┤æ¬Ż¼ę“┤╦Ōü║ŽĮŠ½├▄ĶT╝■ųą▓╗┐╔▒▄├ŌĄžę²╚ļŖAļsĄ╚ę▒Į╚▒Ž▌ĪŻĮī┘į÷▓─ųŲįņ╝╝ągĮĶų·Ė▀╣”┬╩╝ż╣Ō╩°ī”Įī┘Ę█─®įŁ┴Ž▀Mąą╚█╚┌ĪóųīėČčĘeŻ¼╝ė╣żŠ½Č╚Ė▀Ż¼┐╔īŹ¼FÅ═ļsĮYśŗ┴Ń╝■Ą─┐ņ╦┘│╔ą╬Ż¼Š▀éõ╝ė╣żĖ▀ÅŖČ╚Īóļy│╔ą╬Įī┘ųŲ╝■Ą──▄┴”Ż¼ĘŪ│Ż▀m║Ž║Į┐š║Į╠ņė├Ōü║ŽĮÅ═ļs▓┐╝■Ą─Š½├▄ųŲįņ[8]ĪŻĮī┘į÷▓─ųŲįņ╝╝ąg┐ņ╦┘Īó╚ßąįĪó«aŲĘķ_░lų▄Ų┌Č╠Ą─╣ż╦ć╠ž³cę▓ėŁ║Ž┴╦ąĪ┼·┴┐Č©ųŲ╗»ųŲįņ┼cĢrą¦ąįĄ─╔·«aąĶŪ¾ĪŻį÷▓─ųŲįņ╝╝ąg╩ŪīŹ¼F║Į╠ņŲ„ĮYśŗ▌p┴┐╗»-╣”─▄ąįę╗¾w╗»įOėŗĄ─ėąą¦═ŠÅĮ9ĪŻųĄĄ├ūóęŌĄ─╩Ū,Ōü║ŽĮį÷▓─ųŲįņī”Ę█─®Ą─┴ŻÅĮĘČć·Š▀ėąę╗Č©ę¬Ū¾Ż¼▒╚╚ń╝ż╣Ō▀xģ^╚█╗»╝╝ągę╗░Ń▓╔ė├┴ŻÅĮ53μmęįŽ┬Ą─Ę█─®,ļŖūė╩°╚█╚┌╝╝ąg▓╔ė├┴ŻÅĮ45~105μmĄ─Ę█─®[10-11]ĪŻ─┐Ū░ÅVĘ║▓╔ė├Ą─Ōü║ŽĮųŲĘ█╝╝ąg(╚ńÜŌ¾wņF╗»Ę©),Ę█─®Ą─┴ŻÅĮģ^ķg×ķ5~250μm,Ūę│╩š²æBĘų▓╝[12]ĪŻę“┤╦Ż¼į÷▓─ųŲįņ╝╝ągī”ė┌ą╬ĀŅĘŪ╩«ĘųÅ═ļsĄ─┤¾ą═┴Ń╝■(╚ń▒Ī▒┌╗ž▐D¾w┴Ń╝■),Ųõ╔·«aą¦┬╩Ą═ĪóųŲéõ│╔▒ŠĖ▀ĪŻĘ█─®ę▒Į╝╝ągę▓╩Ūę╗ĘNųžę¬Ą─Į³ā¶│╔ą╬╣ż╦ćŻ¼═©│Ż▒╗šJ×ķ╩Ū“╣╠æBŠ½├▄ĶTįņ”╣ż╦ćŻ¼ī”Ę█─®įŁ▓─┴ŽĄ─ę¬Ū¾ŽÓī”▌^Ą═Ż¼▀m║ŽųŲéõą╬ĀŅŽÓī”Å═ļsĄ─Ōü║ŽĮśŗ╝■ĪŻ
Ę█─®¤ßĄ╚ņoē║(Hot isostatic pressingŻ¼HIP)╝╝ąg╩Ūę╗ĘNŽ╚▀MĄ─Ę█─®ę▒Į╣ż╦ćŻ¼įō╣ż╦ćųŲéõĄ─Ę█─®Ōü║ŽĮų┬├▄Č╚ĮėĮ³100%Ż¼’@╬óĮM┐Ś╝ÜąĪŠ∙ä“ĪóĖ„Ž“═¼ąįŻ¼¤o║Ļė^│╔ĘųŲ½╬÷Ż¼┴”īWąį─▄ā×ė┌ĶTįņ║ŽĮ│╔ĘųĮėĮ³Ą─Õæ╝■13-15]ĪŻRomeroĄ╚[16]ģR┐é┴╦▓╗═¼Ę█─®ę▒Į╣ż╦ć│╔ą╬Ą─Ę█─®ę▒ĮŌü║ŽĮĄ─ŲŻä┌ąį─▄Ż¼░l¼FHIP╝╝ągųŲéõĄ─ŲŻä┌ÅŖČ╚ūŅĖ▀Ż¼Ą½╩Ū╚įĄ═ė┌Õæįņ║ŽĮŻ¼▀@┐╔─▄╩ŪHIPæBĘ█─®Ōü║ŽĮųąÜł┴¶Ą─╬ó┐ūŽČī¦ų┬Ą─ĪŻŪ░Ų┌WegmannĄ╚[17]Ą─蹊┐▒Ē├„Ż¼ÜŌ¾wņF╗»Ę©ųŲéõĄ─Ōü║ŽĮĘ█─®ųą┤µį┌┐šą─Ę█Ż¼┐šą─Ę█į┌ļS║¾Ą─HIP│╔ą╬▀^│╠ųą╩š┐sč▌ūā×ķ╬óÜŌ┐ūĪŻGuoĄ╚[18]蹊┐░l¼FŻ¼╬óÜŌ┐ūī”HIPæBTC4║ŽĮĄ─Ė▀ų▄ŲŻä┌ąį─▄¤o├„’@ė░ĒæŻ¼Ą½¤ß╠Ä└Ē║¾ą╬│╔Ą─¤ßšTī¦┐ūČ┤Ģ■ĮĄĄ═Ė▀æ¬┴”Ę∙Ž┬║ŽĮĄ─ŲŻä┌ē█├³ĪŻChengĄ╚[19]▀Mę╗▓Į蹊┐░l¼FŻ¼HIPæBTC4║ŽĮųąĄ─¤ßšTī¦┐ūČ┤Ģ■’@ų°ĮĄĄ═║ŽĮĄ─│¼Ė▀ų▄ŲŻä┌ē█├³ĪŻė╔┤╦═Ų£yŻ¼HIP│╔ą╬║¾Ą─Ę█─®Ōü║ŽĮŲŻä┌ąį─▄┼cÜł┴¶ÜŌ┐ū╝░║ŽĮ▒Š╔ĒĄ─ÅŖĒgąįėąĻPĪŻ
TC11Ōü║ŽĮ╩Ūę╗ĘNĄõą═Ą─Ė▀£žŌü║ŽĮ,┐╔į┌500ĪµŽ┬ķLŲ┌Ę■ę█,┼cTC4Ōü║ŽĮŽÓ▒╚,Ųõ╩ę£ž║═Ė▀£žÅŖČ╚Š∙ėą▌^┤¾Ę∙Č╚╠ß╔²ĪŻ╚╗Č°Ż¼─┐Ū░ĻPė┌HIP╣ż╦ćųŲéõTC11Ōü║ŽĮĄ─蹊┐▌^╔┘Ż¼ė╔┐šą─Ę█ī¦ų┬Ą─╬ó┐ūŽČī”TC11Ę█─®Ōü║ŽĮĖ▀ų▄ŲŻä┌ąį─▄Ą─ė░ĒæĖ³╩Ū§rėął¾Ą└ĪŻę“┤╦,▒Š╬─▓╔ė├HIP╣żŲ┌G╦ć│╔╣”ųŲéõ┴╦TC11Ę█─®Ōü║ŽĮ,ųž³c蹊┐┴╦╬ó┐ūŽČī”HIP┼„¾wĖ▀ų▄ŲŻä┌ąį─▄Ą─ė░ĒæęÄ┬╔Ż¼čąŠ┐ĮY╣¹┐╔×ķTC11Ę█─®ę▒Įśŗ╝■į┌║Į┐š║Į╠ņĄ╚ŅIė“Ą─æ¬ė├╠ß╣®ųžę¬Ą─└Ēšōų¦ō╬ĪŻ
1Īóįć“×╝░ĘĮĘ©
▓╔ė├ųąć°┐ŲīWį║Įī┘蹊┐╦∙Ą─Ą┬ć°ALD EIGA50-500ą═ųŲĘ█ÖCųŲéõTC11Ōü║ŽĮĘ█─®,ųŲĘ█įŁ└Ē×ķ¤o█ßłÕĖąæ¬╚█¤Æ│¼┬ĢÜŌ¾wņF╗»Ę©(Electrode induction melting gas atomization,EIGA);▓╔ė├ICP7300 DVą═Ą╚ļxūė░l╔õ╣ŌūVāx║═ONH836ą═觥¬ÜõĘų╬÷āx£yįć┴╦ųŲĘ█ļŖśO║═ŅA║ŽĮĘ█─®Ą─╗»īW│╔Ęų;▓╔ė├ėóć°±RĀ¢╬─2000╝ż╣Ō┴ŻČ╚āxĘų╬÷┴╦ŅA║ŽĮĘ█─®Ą─┴ŻČ╚Ęų▓╝;▓╔ė├ĮŽÓĘ©ĮyėŗŅA║ŽĮĘ█─®Ą─┐šą─┬╩ĪŻ
¤ßĄ╚ņoē║ųŲéõ┴„│╠:īóŅA║ŽĮĘ█─®╠Ņ│õų┴Ą═╠╝õōłAų∙ą╬░³╠ūųąŻ¼░³╠ū│▀┤ń×ķų▒ÅĮ50mmĪóĖ▀120mmĪó▒┌║±3mm;Įø├ōÜŌ╠Ä└Ē║═šµ┐šĘŌ║Ė║¾Ż¼▐DęŲų┴õōĶF蹊┐┐éį║RD-750ą═¤ßĄ╚ņoē║Ātųą▀MąąHIP│╔ą╬ĪŻĖ∙ō■Ū░oĄ╚[20]Ą─蹊┐ĮY╣¹,HIP£žČ╚ę╗░Ń×ķβ▐Dūā£žČ╚ęįŽ┬50ĪµĪŻę“┤╦Ż¼TC11ŅA║ŽĮĘ█─®Ą─¤ßĄ╚ņoē║ųŲČ╚×ķHIP£žČ╚940ĪµĪóē║┴”140 MPaĪó▒Ż£ž▒Żē║3hĪŻ
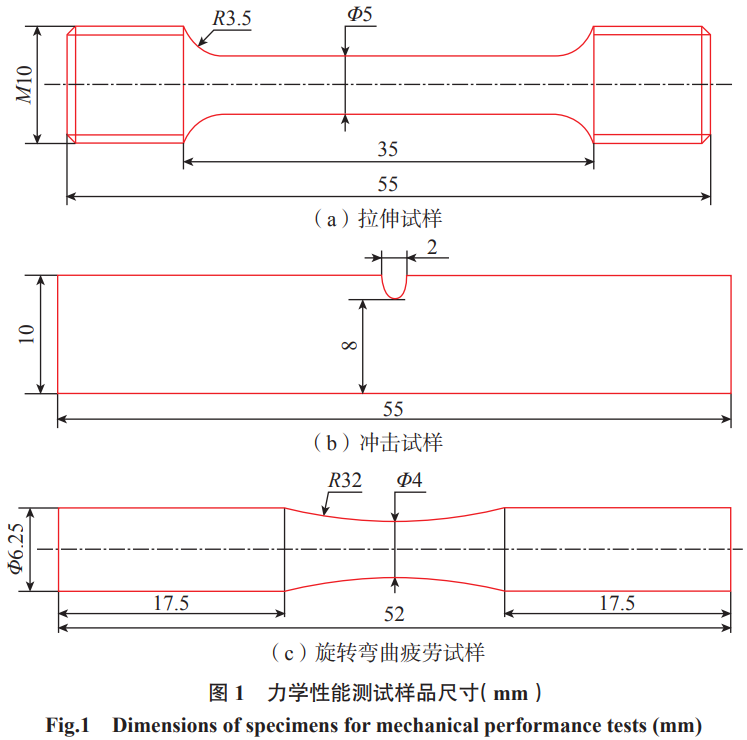
▓╔ė├ŠĆŪąĖŅŪą╚ĪHIP┼„¾wĄ─└Ł╔ņĪóø_ō¶║═Ė▀ų▄ŲŻä┌įćśėĪŻ▓╔ė├░ó╗∙├ūĄ┬Ę©£yįćHIP┼„¾wĄ─ų┬├▄Č╚ĪŻĮŽÓįćśėĄ─śėŲĘ│▀┤ń×ķ10mmx10mmx10mm,śėŲĘĮø╔░╝ł┤“─źĪóÖCąĄÆü╣Ō║═╗»īWĖ»╬g║¾Ż¼▓╔ė├NIKONL150ĮŽÓ’@╬óńR(OM)║═ ZEISS Gemini 300Æ▀├ĶļŖūė’@╬óńR(SEM)ė^▓ņHIP┼„¾wĄ─’@╬óĮM┐ŚĪŻ╗»īWĖ»╬gįćä®ĮM│╔:8mL HNO3+4 mL HF+88 mL H2OĪŻ└Ł╔ņįćśė▓╔ė├ś╦£╩░¶ĀŅśėŲĘ,╚ńłD1(a)╦∙╩ŠŻ¼ŲĮąąČ╬ķLČ╚×ķ30mmŻ¼ų▒ÅĮ×ķ5mm;└Ł╔ņįć“×į┌Instron 5969╔Ž▀Mąą,▓╔ė├ÖM┴║╬╗ęŲ┐žųŲ,│§╩╝└Ł╔ņ╦┘┬╩×ķ0.2mm/min,Ū³Ę■║¾└Ł╔ņ╦┘┬╩į÷╝ėų┴2mm/minĪŻø_ō¶£yįćį┌SANS-BC2452-Cą═ø_ō¶įć“×ÖC╔Ž▀MąąŻ¼įćśė│▀┤ń×ķ10mmx10mmx55mm,Uą═╚▒┐┌╔ŅČ╚2mm,╚ńłD1(b)╦∙╩ŠĪŻ
ŲŻä┌įć“×į┌Ø·─Žä┘╣żXWP-1000ą═ą²▐DÅØŪ·ŲŻä┌įć“×ÖC╔Ž═Ļ│╔Ż¼æ¬┴”▒╚×ķ-1,ŲŻä┌įćśė│▀┤ń╚ńłD1(c)╦∙╩ŠĪŻŲŻä┌įćśėĄ─▒Ē├µĀŅæB×ķÖC╝ė╣ż▒Ē├µŻ¼▓╔ė├SEMė^▓ņ└Ł╔ņ║═ŲŻä┌öÓ┴čįćśėĄ─öÓ┐┌ą╬├▓ĪŻ
2ĪóĮY╣¹┼cėæšō
2.1ŅA║ŽĮĘ█─®▒Ēš„
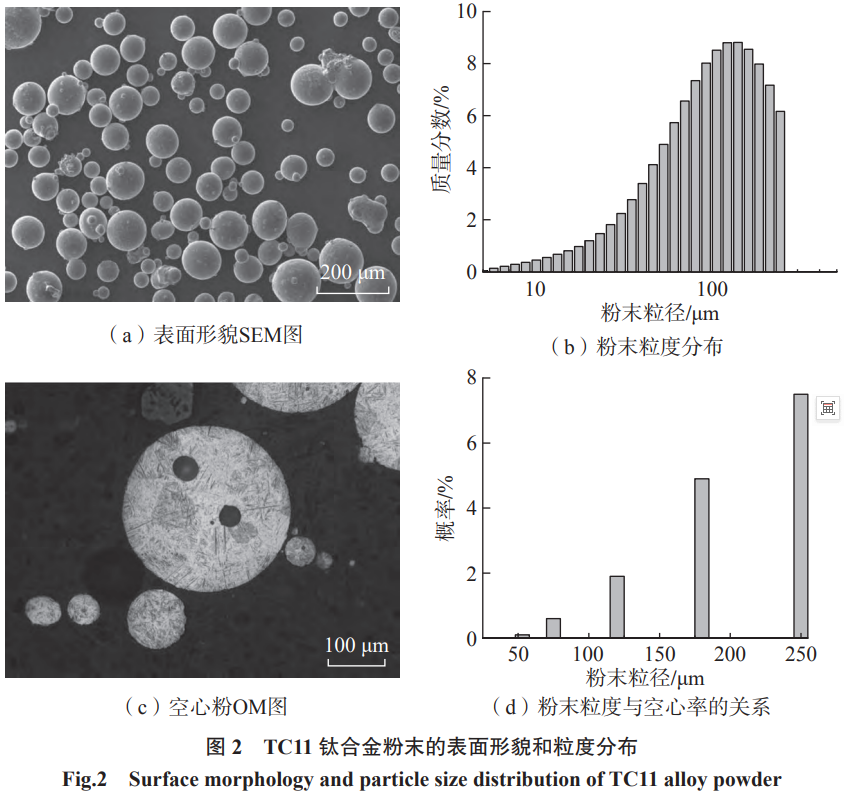
▓╔ė├EIGAĘ©ųŲéõĄ─TC11Ōü║ŽĮĘ█─®Ą─╗»īW│╔Ęų╚ń▒Ē1╦∙╩ŠĪŻ┐╔ęį┐┤│÷,┼cÕæįņųŲĘ█ļŖśOŽÓ▒╚,ŅA║ŽĮĘ█─®ųąų„║ŽĮį¬╦žAlĪóZr║═MoĄ╚į¬╦ž║¼┴┐Äū║§▓╗ūāŻ¼SiĪóCĪóO║═NĄ╚ļs┘|į¬╦ž║¼┴┐┬įėąį÷╝ėŻ¼▀@šf├„EIGA╩Ūę╗ĘNØŹā¶ųŲĘ█ĘĮĘ©ĪŻŅA║ŽĮĘ█─®Ą─▒Ē├µą╬├▓╚ńłD2(a)╦∙╩Š,┐╔ęį┐┤│÷Ż¼ŅA║ŽĮĘ█─®Äū║§│╩Ū“ą╬Ż¼┤µį┌╔┘┴┐▓╗ęÄätĄ─Ę█─®;┴Ē═Ō,┤¾Ņw┴ŻĘ█─®▒Ē├µżĖĮ╔┘┴┐ąląŪŪ“ĪŻ▀Mę╗▓Įī”ŅA║ŽĮĘ█─®Ą─┴ŻČ╚Ęų▓╝▀Mąą▒Ēš„░l¼FŻ¼Ę█─®Ą─┴ŻÅĮš¹¾w│╩š²æBĘų▓╝(łD2(b)),ŲĮŠ∙┴ŻÅĮ×ķ105μmĪŻŅA║ŽĮĘ█─®Ą─Įž├µĮŽÓĮM┐Ś╚ńłD2(c)╦∙╩ŠŻ¼┐╔ęį┐┤│÷Ż¼EIGAĘ©ųŲéõĄ─TC11Ę█─®┤µį┌┐šą─Ą─¼FŽ¾,▀@┼cWegmannĄ╚[17]蹊┐Ą─ĮYšōŽÓĘ¹ĪŻī”▓╗═¼Ę█─®┴ŻÅĮĄ─┐šą─┬╩▀MąąĮyėŗ,ĮY╣¹╚ńłD2(d)╦∙╩ŠĪŻļSų°┴ŻÅĮĄ─į÷╝ėŻ¼┐šą─┬╩ųØu╔²Ė▀Ż¼╚½┴ŻČ╚ģ^ķgTC11Ōü║ŽĮĘ█─®Ą─┐šą─┬╩╝s×ķ2.8%ĪŻ┐šą─Ę█Ą─ą╬│╔ų„ę¬╩Ūį┌EIGAųŲĘ█▀^│╠ųąŻ¼Įī┘ę║¾wį┌Ė▀ē║ÜŌ¾wĄ─ū„ė├Ž┬ŲŲ╦ķ,ė╔ė┌▒Ē├µÅł┴”Ą─ū„ė├Ż¼Įī┘ę║Ą╬į┌Ū“╗»▀^│╠ųą┐╔─▄Ģ■╣³ÆČųŲĘ█ĀtųąĄ─ČĶąįÜŌ¾w(═©│Ż×ķArÜŌ)[18]ĪŻė╔łD2(c)┐╔ų¬,┐šą─Ę█ųąĄ─ÜŌ┐ūę╗░Ń│╩ęÄätŪ“ą╬,Č°é„ĮyĶTįņ┐s┐ūĄ─ą╬ĀŅ▓╗ęÄät;═¼ĢrĮøHIP│╔ą╬║¾,é„ĮyĶTįņ┐s┐ūę╗░ŃĢ■═Ļ╚½ķ]║Ž[6],Č°┐šą─Ę█ųąĄ─ÜŌ┐ūĢ■č▌ūā×ķ│▀┤ń▌^ąĪŪę║¼ėąę╗Č©ā╚ē║Ą─╬óÜŌ┐ū[19]ĪŻ
▒Ē1 TC11Ōü║ŽĮĘ█─®Ą─╗»īW│╔Ęų(┘|┴┐ĘųöĄ)
| ųŲĘ█ĘĮ╩Į | Al | Zr | Mo | Fe | Si | C | O | N | H | Ti |
| ųŲĘ█ļŖśO | 6.4 | 1.4 | 3.5 | 0.125 | 0.225 | 0.008 | 0.090 | 0.008 | 0.001 | ėÓ┴┐ |
| EIGAĘ© | 6.4 | 1.4 | 3.4 | 0.123 | 0.239 | 0.013 | 0.100 | 0.012 | 0.001 | ėÓ┴┐ |
2.2Ę█─®ē║┼„Ą─’@╬óĮM┐Ś║═┴”īWąį─▄
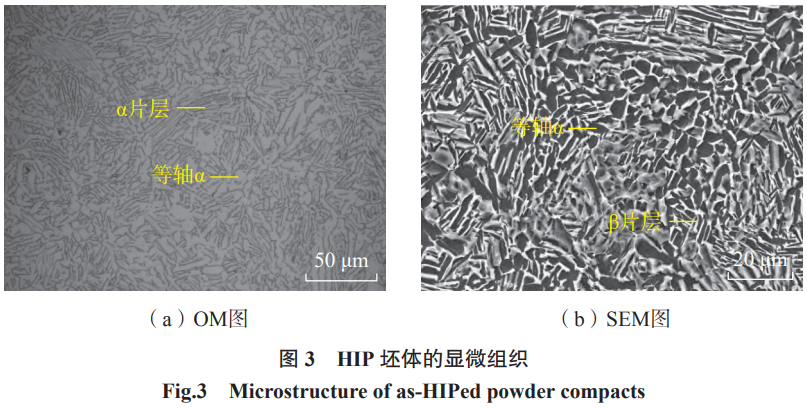
TC11ŅA║ŽĮĘ█─®Įø940Īµ/140 MPa/3hĄ─HIP│╔ą╬║¾,┼„¾wĄ─’@╬óĮM┐Ś╚ńłD3╦∙╩ŠĪŻTC11Ę█─®Ōü║ŽĮĄ─’@╬óĮM┐Śų„ę¬ė╔Ą╚▌S║═Ų¼īėαŽÓĮM│╔ĪŻė╔’@╬óĮM┐ŚĄ─SEMŽ±┐╔ų¬Ż¼─®TC11Ę█─®Ōü║ŽĮųą┤µį┌╔┘┴┐βŲ¼īė(░ū╔½)ĪŻβŽÓĄ─ą╬│╔╩Ūė╔ė┌ÜŌ¾wņF╗»ųŲĘ█▀^│╠ųąŻ¼ę║Ą╬┐ņ╦┘─²╣╠Ż¼Ę█─®ų„ę¬ė╔±R╩Ž¾wĮM│╔Ż¼HIP│╔ą╬▀^│╠ųą,±R╩Ž¾wĘųĮŌ×ķαŽÓ║═╔┘┴┐βŲ¼īėĪŻ┼cTC4Ę█─®Ōü║ŽĮŽÓ▒╚[20],TC11Ę█─®Ōü║ŽĮųąβŽÓĄ─¾wĘeĘųöĄ┬įėą╔²Ė▀Ż¼ė╔4.9%į÷╝ėų┴10.2%;═¼ĢrĄ╚▌SaŽÓĄ─│▀┤ń║═Ų¼īėaŽÓĄ─īÆČ╚Ęųäe×ķ3.7μm║═1.9μm,├„’@╝Ü╗»,▀@ą®ĮM┐Ś╔ŽĄ─▓Ņ«É┐╔─▄┼cTC11Ōü║ŽĮųąβĘĆČ©į¬╦ž║¼┴┐Ė³Ė▀ėąĻPĪŻųĄĄ├ūóęŌĄ─╩ŪŻ¼OM║═SEMłD╔ŽŠ∙╬┤ė^▓ņĄĮ├„’@Ą─┐ūŽČŻ¼═¼ĢrHIP┼„¾wĄ─ų┬├▄Č╚×ķ99.8%Ż¼ė╔┤╦┐╔ų¬Ż¼HIP┼„¾wĄ─ų┬├▄Č╚ĮėĮ³└Ēšō╚½ų┬├▄ĪŻ
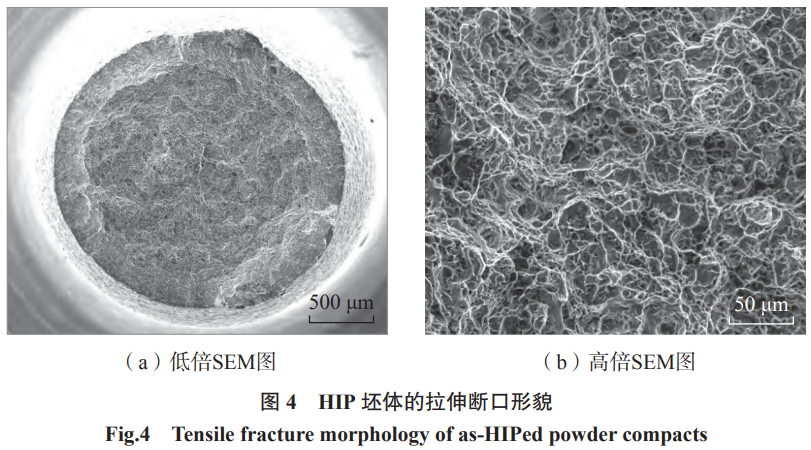
TC11Ę█─®Ōü║ŽĮĄ─└Ł╔ņĪóø_ō¶║═Ė▀ų▄ŲŻä┌ąį─▄╚ń▒Ē2╦∙╩ŠĪŻ┐╔ęį┐┤│÷Ż¼HIP┼„¾wĄ─Ū³Ę■ÅŖČ╚Īóčė╔ņ┬╩ĪóöÓ├µ╩š┐s┬╩Īóø_ō¶ĒgČ╚│¼įĮÕæįņ║ŽĮŻ¼ŲŻä┌ÅŖČ╚ĮėĮ³Õæįņ║ŽĮĪŻļm╚╗┐╣└ŁÅŖČ╚┬įĄ═ė┌Õæ╝■ś╦£╩Ż¼Ą½╩Ū║¾└m═©▀^Ąõą═Ą─╣╠╚▄Ģrą¦╣ż╦ćŻ¼ŅAėŗ┐╔ęį┤¾Ę∙╠ß╔²TC11Ę█─®Ōü║ŽĮĄ─┐╣└ŁÅŖČ╚ĪŻTC11Ę█─®Ōü║ŽĮĄ─└Ł╔ņöÓ┐┌╚ńłD4╦∙╩ŠĪŻSEMĄ═▒ČššŲ¼’@╩ŠöÓ┐┌╔Ž┤µį┌╝¶Ūą┤ĮŻ¼SEMĖ▀▒ČššŲ¼’@╩ŠöÓ┐┌╔Ž┤µį┌┤¾Č°╔ŅĄ─ĒgĖCŻ¼└Ł╔ņįćśė│╩¼FĄõą═Ą─ĒgąįöÓ┴č╠žš„ĪŻ
▒Ē2 HIP┼„¾wĄ─┴”īWąį─▄
| śėŲĘ | Rp0.2/MPa | Rm/MPa | A/% | Z/% | αkU2/(kJ/m²) | ŲŻä┌ÅŖČ╚/MPa |
| Õæ╝■ś╦£╩ | 930 | 1030 | 9.0 | 30 | 295 | 590[21] |
| HIPæB║ŽĮ | 989 | 1023 | 17.0 | 37 | 305 | 590 |
2.3Ę█─®ē║┼„Ą─Ė▀ų▄ŲŻä┌ąį─▄┼cöÓ┐┌Ęų╬÷
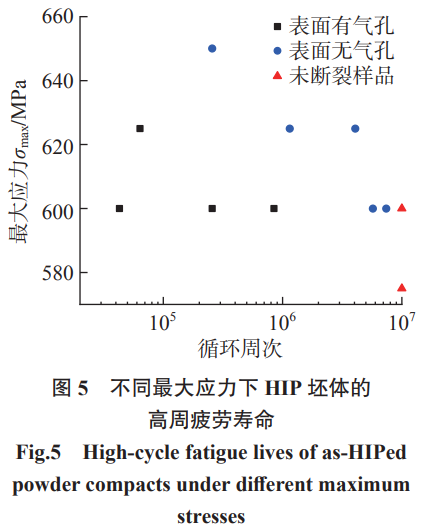
TC11Ę█─®Ōü║ŽĮĄ─Ė▀ų▄ŲŻä┌ē█├³ĮY╣¹╚ńłD5╦∙╩Š(║┌╔½ĘĮēK┤·▒ĒŲŻä┌┴č╝yį┤┤µį┌╬óÜŌ┐ūĄ─įćśė;╦{╔½łA³c┤·▒ĒŲŻä┌┴č╝yį┤¤oÜŌ┐ūĄ─įćśė)ĪŻ┐╔ęį┐┤│÷Ż¼ŽÓ═¼æ¬┴”ĀŅæBŽ┬Ż¼HIP┼„¾wĄ─ŲŻä┌ē█├³öĄō■Ęų╔ó▌^┤¾ĪŻ═©▀^SEMė^▓ņŲŻä┌öÓ┐┌,░l¼F╦∙ėąöÓ┴čįćśėŠ∙Å─įćśė▒Ē├µķ_┴čŻ¼īó▓╗═¼ķ_┴čĘĮ╩ĮĄ─śėŲĘ▀MąąĘųŅÉ,ĮyėŗĮY╣¹╚ń▒Ē3╦∙╩ŠĪŻī”ė┌ŲŻä┌┴č╝yį┤╠Ä║¼ėąÜŌ┐ūĄ─śėŲĘŻ¼▒Ē3┴ą│÷┴╦ÜŌ┐ūĄ─Ą╚ą¦ų▒ÅĮĪŻė╔łD3┐╔ų¬Ż¼HIP┼„¾wųąÄū║§ø]ėą╬óÜŌ┐ū,═¼Ģr└Ł╔ņöÓ┐┌ą╬├▓ę▓╬┤░l¼FÜŌ┐ūŻ¼▀@┐╔─▄╩Ūė╔ė┌╬óÜŌ┐ūę╗░Ń▓╗Ģ■ė░Ēæ║ŽĮĄ─└Ł╔ņūāą╬;Č°ÜŌ┐ūī”HIP┼„¾wĄ─äėæB┴”īWąį─▄,╠žäe╩ŪŲŻä┌ąį─▄ė░Ēæ’@ų°ĪŻ«öįćśė▒Ē├µ┤µį┌╬óÜŌ┐ūĢrŻ¼╬óÜŌ┐ūĢ■ā׎╚│╔×ķ┴č╝y├╚╔·╬╗ų├ĪŻė╔┤╦┐╔ų¬Ż¼TC11Ę█─®Ōü║ŽĮĄ─Ė▀ų▄ŲŻä┌ē█├³Š▀ėą“Č■ųžąį”ĪŻ
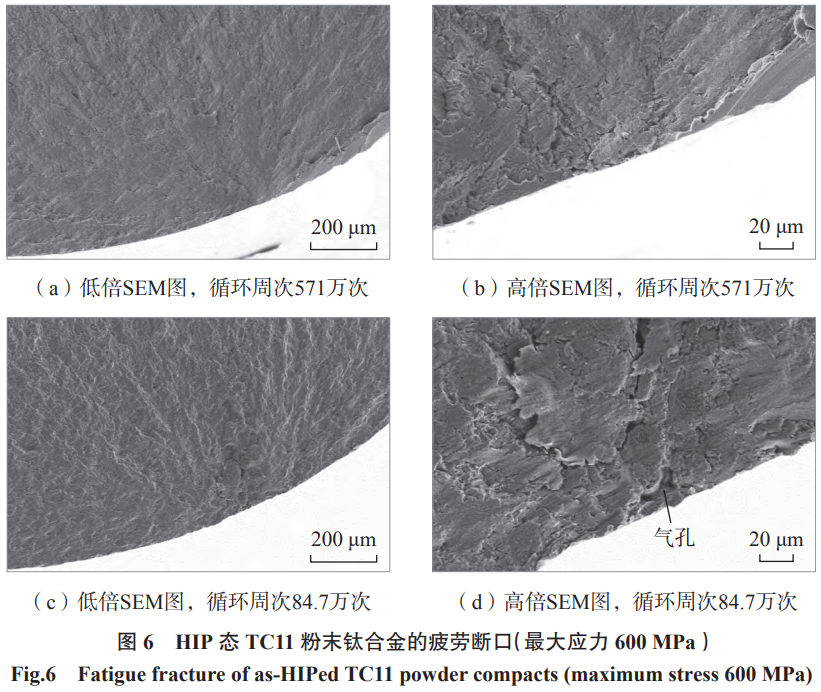
▀x╚ĪūŅ┤¾æ¬┴”600MPaĢrŻ¼▓╗═¼čŁŁhų▄┤╬ī”æ¬▓╗═¼ķ_┴čĘĮ╩ĮŽ┬Ą─ŲŻä┌öÓ┐┌▀Mąąī”▒╚Ż¼╚ńłD6╦∙╩ŠĪŻ«öįćśė▒Ē├µ¤oÜŌ┐ūĢrŻ¼ŲŻä┌ūāą╬ÖCųŲęį╬╗Õe╗¼ęŲ×ķų„Ż¼«öŲŻä┌ōpé¹└█ĘeĄĮę╗Č©│╠Č╚║¾Ż¼ŲŻä┌┴č╝yė╔▒Ē├µ├╚╔·ĪŻ«öįćśė▒Ē├µ┤µį┌╬óÜŌ┐ūĄ╚╚▒Ž▌ĢrŻ¼ŲŻä┌╝ė▌dĢrĢ■šT░læ¬┴”╝»ųąŻ¼į┌ŽÓ═¼Ą─裣hų▄┤╬Ž┬į÷┤¾ŲŻä┌ōpé¹│╠Č╚Ż¼▀MČ°╝ė╦┘ŲŻä┌┴č╝y├╚╔·ĪŻųĄĄ├ūóęŌĄ─╩ŪŻ¼ė╔▒Ē3┐╔ų¬,į┌ŽÓ═¼æ¬┴”ĀŅæBŽ┬,ŲŻä┌ē█├³┼cÜŌ┐ū│▀┤ń▓ó▓╗╩Ūš²ŽÓĻPĻPŽĄĪŻę╗░ŃČ°čįŻ¼┐ūŽČ│▀┤ńįĮ┤¾Ż¼ŲŻä┌ē█├³įĮĄ═Ż¼Ą½╩ŪÜŌ┐ūŠÓļx▒Ē├µĄ─╬╗ų├╝░ÜŌ┐ūĄ─ą╬ĀŅĄ╚ę“╦žę▓Ģ■ė░ĒæįćśėĄ─ŲŻä┌ē█├³ĪŻė╔ė┌▒Š╬─ŲŻä┌śė▒ŠöĄ┴┐▌^╔┘,│§▓Į┐╔ęį═ŲöÓ,▒Š╬─įć“׌l╝■Ž┬,╬óÜŌ┐ūĄ─│▀┤ń║═ŠÓļx▒Ē├µ╬╗ų├Č╝Ģ■ė░ĒæTC11Ę█─®Ōü║ŽĮĄ─ŲŻä┌ē█├³ĪŻ
į┌ÜŌ¾wņF╗»Ę©Ę█─®ųąŻ¼Ę█─®┐šą─┬╩ļSų°Ę█─®┴ŻÅĮ╔²Ė▀Č°į÷╝ė(łD2(d)),▀@┼cŪ░Ų┌WegmannĄ╚ĻPė┌Ti-6Al-4VĘ█─®Ą─ĮyėŗĮY╣¹ę╗ų┬ĪŻ▒Š╬─Śl╝■Ž┬Ż¼ÜŌ¾wņF╗»Ę©Ę█─®Ą─ŲĮŠ∙┴ŻÅĮ×ķ105μmĪŻ×ķĮĄĄ═Üł┴¶╬óÜŌ┐ūī”TC11Ę█─®Ōü║ŽĮŲŻä┌ąį─▄Ą─ė░ĒæŻ¼┐╔ęįĖ─▀MųŲĘ█╣ż╦ćŻ¼╠ßĖ▀╝ÜĘ█╩šĄ├┬╩Ż¼╗“š▀═©▀^║YĘųĘ©£p╔┘┤ųĘ█Ą─┘|┴┐ĘųöĄ╗“¾wĘeĘųöĄŻ¼Å─Č°ĮĄĄ═ÜŌ¾wņF╗»Ę©Ę█─®Ą─ŲĮŠ∙┴ŻÅĮŻ¼£p╔┘┐šą─┬╩ĪŻ┐šą─┬╩Ą─ĮĄĄ═ėą└¹ė┌▀Mę╗▓ĮĮĄĄ═HIP┼„¾wųąĄ─╬óÜŌ┐ūöĄ┴┐Ż¼Å─Č°ĮĄĄ═ŲŻä┌įćśėį┌▒Ē├µÜŌ┐ū╠ÄöÓ┴čĄ─Ė┼┬╩,▀MČ°Ė─╔ŲTC11Ōü║ŽĮ┼„¾wĄ─ŲŻä┌ąį─▄ĪŻ
▒Ē3 HIP┼„¾wĄ─Ė▀ų▄ŲŻä┌ē█├³╝░╩¦ą¦įćśėöÓ┴čĘĮ╩Į
| śėŲĘŠÄ╠¢ | ūŅ┤¾æ¬┴”σmax/MPa | ŲŻä┌ē█├³/╚f┤╬ | öÓ┴č╬╗ų├ | ÜŌ┐ū│▀┤ń/μm |
| 1 | 650 | 25.7 | ▒Ē├µ | ¤o |
| 2 | 625 | 407.0 | ▒Ē├µ | ¤o |
| 3 | 625 | 115.0 | ▒Ē├µ | ¤o |
| 4 | 625 | 6.4 | ▒Ē├µ | 31.2 |
| 5 | 600 | 25.7 | ▒Ē├µ | 14.9 |
| 6 | 600 | 42.8 | ▒Ē├µ | 22.3 |
| 7 | 600 | 84.7 | ▒Ē├µ | 21.5 |
| 8 | 600 | 571.0 | ▒Ē├µ | ¤o |
| 9 | 600 | 739.0 | ▒Ē├µ | ¤o |
| 10 | 600 | 1000 | ╬┤öÓ┴č | |
| 11 | 600 | 1000 | ╬┤öÓ┴č | |
| 12 | 575 | 1000 | ╬┤öÓ┴č | |
| 13 | 575 | 1000 | ╬┤öÓ┴č | ę╗ |
3ĪóĮYšō
(1)TC11Ę█─®Ōü║ŽĮĄ─’@╬óĮM┐Ś╝ÜąĪŠ∙ä“Ż¼ĮėĮ³└Ēšō╚½ų┬├▄Ż¼Ė▀ų▄ŲŻä┌ÅŖČ╚┐╔ĄĮ590MPa,ņoæB┴”īWąį─▄║═ŲŻä┌ÅŖČ╚┼cÕæįņ║ŽĮŽÓ«öĪŻ
(2)TC11Ę█─®Ōü║ŽĮĄ─Ė▀ų▄ŲŻä┌ē█├³│╩¼FČ■ųžąįŻ¼ŲŻä┌╝ė▌dŚl╝■Ž┬Ż¼▒Ē├µ╬óÜŌ┐ūĢ■ā׎╚│╔×ķ┴č╝y├╚╔·╬╗ų├,’@ų°ĮĄĄ═║ŽĮĄ─Ė▀ų▄ŲŻä┌ē█├³ĪŻ
ģó┐╝╬─½I
[1] BANERJEE D, WILLIAMS J C.Perspectives on titanium science and technology[J].Acta Materialia,2013,61(3):844-879.
[2] KUMAR P, RAMAMURTY U. High cycle fatigue in selective laser melted Ti-6Al-4V[J].Acta Materialia,2020,194:305-320.
[3] FANG Z Z, PARAMORE J D, SUN P,et al. Powder metallurgy of titanium-Past,present, and future[J]. International Materials Reviews,2018,63(7):407-459.
[4]īOīÜĄ┬,═§┐Ī,┐Ą├»¢|,Ą╚.Ė▀£ž║ŽĮ│¼Ž▐śŗ╝■Š½├▄ĶTįņ╝╝ąg╝░░lš╣┌ģä▌[J].Įī┘īWł¾,2022,58(4):412-427.
SUN Baode,WANG Jun,KANG Maodong,et al. Investment casting technology and development trend of superalloy ultra limit components[J]. Acta Metallurgica Sinica,2022,58(4):412-427.
[5]ŚŅõJ,┤▐ė±ėč,┘ZŪÕ,Ą╚.┤¾│▀┤ń▒Ī▒┌Ōü║ŽĮ═▓¾wĮYśŗĄ─ļxą─Š½├▄ĶTįņ[J].ėŅ║Į▓─┴Ž╣ż╦ć,2013,43(3):56-59.
YANG Rui, CUI Yuyou, JIA Qing, et al.Centrifugal casting of large thin-wall cylindrical structure of titanium alloys[J]. Aerospace Materials& Technology,2013,43(3):56-59.
[6] FENG X, QIU J K, MA Y J, et al. Influence of processing conditions on microstructure and mechanical properties of large thin-wall centrifugal Ti-6Al-4V casting[J]. Journal of Materials Science& Technology, 2016, 32(4):362-371.
[7] YANG Y J, WANG X Y, LI X M, et al. Numerical simulation on solidification during vertical centrifugal casting process for TC4 alloy wheel hub with enhanced mechanical properties[J].Materials,2023,17(1):184.
[8]╦╬▓©Ż¼ÅłĮ┴╝Ż¼š┬µ┬ØŹŻ¼Ą╚.Įī┘╝ż╣Ōį÷▓─ųŲįņ▓─┴ŽįOėŗ蹊┐▀Mš╣[J].Įī┘īWł¾,2023,59(1):1-15.
SONG Bo,ZHANG Jinliang,ZHANG Yuanjie,et al. Research progress of materials design for metal laser additive manufacturing[J].Acta Metallurgica Sinica,2023,59(1):1-15.
[9] GU D D, SHI X Y, POPRAWE R, et al.Material-structure-performance integrated laser-metal additive manufacturing[J]. Science,2021,372(6545):1487.
[10] GHODS S, SCHULTZ E, WISDOM C,et al. Electron beam additive manufacturing of Ti6Al4V: Evolution of powder morphology and part microstructure with powder reuse[J].Materialia,2020,9:100631.
[11] WU Q, QIAO C, WU Y H, et al. Numerical investigation on the reuse of recycled powders in powder bed fusion additive manufacturing[J]. Additive Manufacturing, 2023,77:103821.
[12] CHENG M, WU J, LU Z G, et al.Effect of argon-induced porosity on mechanical properties of powder metallurgy titanium alloy components using hot isostatic pressing[J]. Acta Metallurgica Sinica(English Letters), 2021,34(10):1386-1394.
[13] CAI C, SONG B, XUE P J, et al.Effect of hot isostatic pressing procedure on performance of Ti6Al4V: Surface qualities,microstructure and mechanical properties[J].Journal of Alloys and Compounds, 2016, 686:55-63.
[14] ZHANG K, MEI J, WAIN N, et al.Effect of hot-isostatic-pressing parameters on the microstructure and properties of Powder Ti-6Al-4V hot-isostatically-pressed samples[J]. Metallurgical and Materials Transactions A,2010,41(4):1033-1045.
[15] GUO R P, CHENG M, ZHANG C J, et al. Achieving superior fatigue strength in a powder-metallurgy titanium alloy via in situ globularization during hot isostatic pressing[J].Scripta Materialia,2023,228:115345.
[16] ROMERO C, YANG F, BOLZONI L. Fatigue and fracture properties of Ti alloys from powder-based processes-A review[J]. International Journal of Fatigue, 2018, 117:407-419.
[17] WEGMANN G, GERLING R,SCHIMANSKY F P. Temperature induced porosity in hot isostatically pressed gamma titanium aluminiumide alloy powders[J]. Acta Materialia,2003,51(3):741-752.
[18] GUO R P, XU L, WU J, et al.Microstructural evolution and mechanical properties of powder metallurgy Ti-6Al-4V alloy based on heat response[J]. Materials Science and Engineering: A,2015,639:327-334.
[19] CHENG M, LU Z G, WU J, et al.Effect of thermal induced porosity on high-cycle fatigue and very high-cycle fatigue behaviors of hot-isostatic-pressed Ti-6Al-4V powder components[J]. Journal of Materials Science&Technology,2022,98:177-185.
[20] GUO R P, XU L, ZONG B Y P, et al.Characterization of prealloyed Ti-6Al-4V powders from EIGA and PREP process and mechanical properties of HIPed powder compacts[J]. Acta Metallurgica Sinica(English Letters),2017,30(8):735-744.
[21]ÓŹć°╚A,ū¾═®,Åłą└ę½,Ą╚.╚╝ÖCē║ÜŌÖC╚~Ų¼¤ßÅŖŌü║ŽĮTC11ŲŻä┌ąą×ķ蹊┐[J].▓─┴Žķ_░l┼cæ¬ė├,2016,31(3):22-27.
ZHENG Guohua,ZUO Tong, ZHANG Xinyao, et al. Study on fatigue property of TC11 for compressor blade[J]. Development and Application of Materials,2016,31(3):22-27.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║Ę█─®ę▒ĮTC11Ōü║ŽĮĄ─¤ßĄ╚ņoē║ųŲéõ┼cĖ▀ų▄ŲŻä┌ąį─▄蹊┐Ż®
tagś╦║×:TC11Ōü║ŽĮ,TC11Ė▀£žŌü║ŽĮ,HIP│╔ą╬,EIGAųŲĘ█,╬ó┐ūŽČ