



░l▓╝╚šŲ┌Ż║2026-2-22 9:52:14
ę²čį
µćŌü║ŽĮ╩Ūę╗ĘNą╬ĀŅėøæø║ŽĮŻ¼▓╗āHŠ▀ėąā׫ɥ──═Ė»╬gąįĪó╔·╬’ŽÓ╚▌ąįŻ¼▀ĆŠ▀ėą¬Ü╠žĄ─ą╬ĀŅėøæøą¦æ¬║═│¼ÅŚąįĪŻ▀@ą®ā׫ɥ─ąį┘|╩╣µćŌü║ŽĮÅVĘ║æ¬ė├ė┌Ė„éĆŅIė“Ż¼╚ń║Į┐š║Į╠ņĪóŲ¹▄ć╣żśIĪó╔·╬’ßtīWĄ╚ĪŻ└²╚ńŻ¼į┌š²╗¹ų╬»¤ŅIė“Ż¼æ{ĮĶµćŌüĮzā׫ɥ─│¼ÅŚąį║═ą╬ĀŅėøæø╠žąįŻ¼ĮY║Ž▓╗õPõōĮz┴╝║├Ą─äéąį║═│▀┤ńĘĆČ©ąįŻ¼╩╣č└²Xį┌│Cų╬┴”ū„ė├Ž┬īŹ¼FĖ³×ķŠ½£╩ĪóĖ▀ą¦Ą─╬╗ęŲŻ¼Å─Č°╝ė╦┘│Cų╬▀M│╠ĪŻ
ļSų°┐Ų╝╝Ą─░lš╣Ż¼æ¬ė├ŁhŠ│ī”▓─┴Žąį─▄Ą─ę¬Ū¾╚šęµć└┐┴Ż¼å╬ę╗µćŌü║ŽĮęč¤oĘ©═Ļ╚½ØMūŃąĶę¬ĪŻļpĮī┘Ą─╩╣ė├Ģ■ĦüĒĖ³╝ėā׫ɥ─ŠC║Žąį─▄Ż¼▒╚╚ń▓╗õPõōÅ═║ŽļpĮī┘õō═¼ĢrŠ▀ėą┴╝║├Ą─┴”īWąį─▄║═─═Ė»╬gąįŻ¼▓óŪę┐╔╣Ø╩Ī░║┘FĄ─æ┬įĮī┘Ż¼╣Ø╝s┘Yį┤Ż¼ĮĄĄ═▓─┴Ž│╔▒ŠĪŻę“┤╦Ż¼īóµćŌü║ŽĮ┼c«ÉĘN▓─┴Ž▀Mąą▀BĮėéõ╩▄ųžęĢŻ¼╚ń╠╝õōĪó▓╗õPõōĪóŌü║ŽĮĄ╚ĪŻŲõųąŻ¼▓╗õPõōū„×ķę╗ĘNųžę¬Ą─ĮYśŗ▓─┴ŽŻ¼▓╗āHš╣¼F│÷ā׫ɥ──═Ė»╬gąįĪó╔·╬’ŽÓ╚▌ąįĄ╚Ż¼Č°Ūę│╔▒ŠŽÓī”▌^Ą═ĪŻ▀@╩╣Ą├µćŌü║ŽĮ┼c▓╗õPõōĄ─▀BĮėĮM║Ž▀mė├ė┌įSČÓŅIė“ĪŻ└²╚ńßtė├ī¦ĮzŻ¼│§┤·ī¦ĮzĄ─ąŠ▌S×ķå╬ę╗▓╗õPõōĮzŻ¼Š▀ėąĖ▀ė▓Č╚ęį╝░▌^║├Ą─ų¦ō╬┴”Īó═Ų╦═ąįĪó┼żŠžé„ī¦ąįĄ╚ā׳cĪŻĄ½╩Ūå╬ę╗▓╗õPõōĮzį┌╩╣ė├▀^│╠ųąśOęū┤┴ŲŲč¬╣▄Ż¼ī¦ų┬╩ųąg╩¦öĪŻ¼įņ│╔ć└ųž╬Ż║”ĪŻČ°µćŌü║ŽĮŠ▀ėą│¼ÅŚąįŻ¼╩╣ė├Ģrė|ėXĘ┤üĖ³║├ĪŻ═¼ĢrŻ¼µćŌü║ŽĮĄ─ą╬ĀŅėøæøą¦æ¬┐╔ęį┘xėĶī¦ĮzĖ³ČÓĄ─┐╔─▄ąįŻ¼Ė³║├Ąžæ¬ī”Å═ļsĄ─¾wā╚ŁhŠ│ĪŻė╔┤╦Ż¼µćŌü║ŽĮ┼c▓╗õPõōĄ─▀BĮėĮM║Žā×╗»┴╦ī¦ĮzŻ¼╩╣╩ųągĖ³ęū▀MąąĪŻ
į┌µćŌü║ŽĮ┼c▓╗õPõōĄ─║ĖĮė▀^│╠ųąŻ¼Ųõį┌╝ė¤ß╗“╝ėē║Śl╝■Ž┬Ż¼įŁūė½@Ą├ūŃē“─▄┴┐Ż¼┐╦Ę■įŁūėķgĄ─ĮY║Ž┴”Ż¼«a╔·ŽÓī”╬╗ęŲŻ¼Å─Č°╩╣▓╗═¼║Ė╝■Ą─įŁūėŽÓ╗źöU╔ó▓óØB═ĖĪŻ═©▀^įŁūėöU╔óŻ¼║Ė╝■ų«ķgą╬│╔▀^Č╔ģ^Ż¼īŹ¼FįŁūėķgĄ─ĮY║ŽŻ¼▀_ĄĮ║ĖĮėĄ──┐Ą─ĪŻį┌įŁūėöU╔óą╬│╔Ą─▀^Č╔ģ^ųąŻ¼ė╔Fe-Ni-Ti╚²į¬ŽÓłD┐╔ų¬Ż¼üĒūį▓╗õPõōĄ─ĶFįŁūė┐╔ęįą╬│╔┤ÓąįŽÓFe2TiĪŻ╚¶į÷╝ėµć╗“š▀ŌüĄ─║¼┴┐Ż¼║ŽĮĄ──²╣╠īóÅ─Ni3TiŽÓ╗“γŽÓķ_╩╝Ż¼Ēgąį┐╔Ą├ĄĮ╠ß╔²ĪŻį┘ĮY║ŽČ■į¬║ŽĮŽÓłD╝»Ęų╬÷┐╔ų¬Ż¼ų╗ėąLiį¬╦ž┐╔ęį▓╗┼cNiĪóTiĪóFeęį╝░Crį¬╦žą╬│╔Įī┘ķg╗»║Ž╬’ĪŻČ°Įī┘ķg╗»║Ž╬’Ģ■įņ│╔ĮėŅ^┴”īWąį─▄▓╗Š∙ä“Ż¼ę²Ųą╬ūā║═æ¬┴”╝»ųąŻ¼šTī¦┴č╝y«a╔·Ż¼ī¦ų┬ĮėŅ^ąį─▄ĮĄĄ═ĪŻę“┤╦Ż¼╝ė╚ļųąķgīė─▄ē“Ė─╔Ų║ĖĮėĮėŅ^Ą─ąį─▄Ż¼Ą½▓╗─▄═Ļ╚½▒▄├ŌĮī┘ķg╗»║Ž╬’Ą─«a╔·ĪŻ
µćŌü║ŽĮ┼c▓╗õPõōĄ─╬’└Ē╗»īWąį─▄▓╗═¼Ż¼║ĖĮė║¾ĮėŅ^ųąą╬│╔┤ÓąįĮī┘ķg╗»║Ž╬’ęį╝░┴č╝yĪóÜłėÓæ¬┴”Ą╚Ż¼ī¦ų┬║Ė║¾▓─┴ŽĄ─ąį─▄ĮĄĄ═Ż¼µćŌü║ŽĮĄ─│¼ÅŚąį┼cą╬ĀŅėøæøą¦æ¬Ė─ūāĪŻę“┤╦Ż¼µćŌü║ŽĮ┼c▓╗õPõōĄ─«ÉĘN║ĖĮė┤µį┌└¦ļyŻ¼├µ┼Rų°╠¶æĪŻļy³cų„ę¬╝»ųąė┌ā╔éĆĘĮ├µŻ║ę╗ĘĮ├µŻ¼ļSų°į¬╦žĄ─öU╔óŻ¼į┌║ĖĮėĮėŅ^ųąęūą╬│╔Įī┘ķg╗»║Ž╬’Ż¼ė╚Ųõ╩ŪFe-TiŽÓŻ¼▀@╩Ūę“×ķFe║═TiĄ─╗ź╚▄ąįėąŽ▐ĪŻ┤ÓąįĮī┘ķg╗»║Ž╬’Ą─ą╬│╔Ģ■įņ│╔║ĖĮėĮėŅ^Ą─└Ł╔ņąį─▄ĮĄĄ═Ż¼ė▓Č╚į÷╝ėŻ¼▀@╩Ū┴”īWąį─▄ĮĄĄ═Ą─ų„ę¬įŁę“ĪŻ×ķ£p╔┘┤ÓąįĮī┘ķg╗»║Ž╬’Ą─ą╬│╔Ż¼┐╔ęį▓╔ė├ā×╗»║ĖĮė╣ż╦ćģóöĄ║═╝ė╚ļųąķgīėĄ─ĘĮĘ©ĪŻā×╗»╣ż╦ćģóöĄ┐╔ęįė░ĒæĮėŅ^ųąį¬╦žĄ─öU╔óŻ¼Č°╝ė╚ļųąķgīė┐╔ęįĖ─ūāĮėŅ^ųąĄ─ŽÓĮM│╔ĪŻ┴Ēę╗ĘĮ├µŻ¼ā╔ĘN▓─┴Ž╬’└Ē╗»īWąį┘|Ż©╚ń¤ßī¦┬╩Īó▒╚¤ß╚▌ĪóŠĆ┼“├øŽĄöĄĄ╚Ż®Ą─▓Ņ«Éįņ│╔┴╦ĮėŅ^ųą┴č╝yĪóÜłėÓæ¬┴”Ą╚Ą─┤µį┌ĪŻ×ķĮŌøQ┤╦å¢Ņ}Ż¼┐╔ęį▓╔ė├║Ė║¾¤ß╠Ä└ĒĄ─ĘĮ╩ĮĪŻ▒╚╚ń═╦╗╠Ä└ĒŻ¼┐╔ęįĮĄĄ═ÜłėÓæ¬┴”Ż¼╩╣ĮM┐ŚŠ∙ä“╗»ĪŻ
µćŌü║ŽĮ┼c▓╗õPõōĄ─«ÉĘN║ĖĮėė╔ė┌Č■š▀į┌╬’└Ē╗»īW╠žąį╔ŽĄ─’@ų°▓Ņ«ÉŻ¼╚ń¤ß┼“├øŽĄöĄ╩¦┼õĪ󊦾wĮYśŗĖ„«Éęį╝░ę▒Į▓╗ŽÓ╚▌Ą╚å¢Ņ}Ż¼ī¦ų┬Ųõ║ĖĮė▀^│╠įŌė÷ųTČÓļyŅ}Ż¼╚ń║ĖĮėĮėŅ^ęū«a╔·┴č╝yĪóÜŌ┐ūĪó┤Ó╗»Ą╚╚▒Ž▌Ż¼║Ė┐pĮM┐Ś│╔Ęų▓╗Š∙ä“ęį╝░┴”īWąį─▄▓╗ĘĆČ©Ą╚ĪŻĶbė┌┤╦Ż¼▒Š╬─ßśī”µćŌü║ŽĮ┼c▓╗õPõō«ÉĘN║ĖĮėĄ─ŽÓĻPĘĮĘ©▀Mąą┴╦įö▒MĄ─ŠC╩÷Ż¼╔Ņ╚ļŲ╩╬÷┴╦║ĖĮė╝░║Ė║¾¤ß╠Ä└Ē╣ż╦ćī”µćŌü║ŽĮ/▓╗õPõō(NiTi/SS)ĮėŅ^╬óė^ĮM┐Śą╬æB┼c┴”īWąį─▄▒Ē¼FĄ─ė░ĒæÖCųŲĪŻ▀Mę╗▓ĮĄžŻ¼Šo├▄ĮY║Ž«öŪ░Ą─蹊┐æBä▌║═īŹļHæ¬ė├ąĶŪ¾Ż¼ī”įōŅIė“╬┤üĒĄ─░lš╣ū▀Ž“▀Mąą┴╦Ū░š░ąįš╣═¹Ż¼ų╝į┌×ķ║¾└mĄ─╔Ņ╚ļ蹊┐╠ß╣®Š▀ėąĮ©įOąį║═ųĖī¦ąįĄ─ģó┐╝ę└ō■Ż¼ęįų·┴”═╗ŲŲ¼Fėą╝╝ągŲ┐ŅiŻ¼═ŲäėµćŌü║ŽĮ┼c▓╗õPõō«ÉĘN║ĖĮė╝╝ągį┌▓╗═¼ĻPµIŅIė“Ą─ÅVĘ║æ¬ė├┼c╝╝ągĖ’ą┬ĪŻ
1Īó║ĖĮėĄ─ĮYśŗūā╗»║═║ĖĮėąį─▄
1.1ĮYśŗūā╗»
║ĖĮėĮėŅ^ė╔║Ė┐pĪó╚█║ŽŠĆęį╝░¤ßė░Ēæģ^śŗ│╔ĪŻŲõųąŻ¼╚█║ŽŠĆ│▀┤ń╬óąĪŻ¼╣╩Č°║Ė┐p┼c¤ßė░Ēæģ^╩▄ĄĮ┴╦Ė³ČÓĄ─ĻPūóĪŻį┌║ĖĮė▀M│╠ųąŻ¼║Ė┐pģ^ĮøÜvŽ╚╚█╗»║¾─²╣╠Ą─▀^│╠Ż¼Ųõ─²╣╠ĮM┐Ś─▄ē“ę└ō■┐ņ╦┘─²╣╠└ĒšōėĶęįĻUßīĪŻįō└Ēšō╠ß│÷Ż¼║Ė┐pģ^Ą─╬óė^ĮYśŗ╩▄╦─éĆģóöĄš{┐žŻ¼╝┤£žČ╚╠▌Č╚(G)Īó▀^└õČ╚Ī󊦾w╔·ķL╦┘┬╩(R)ęį╝░║ŽĮ│╔ĘųĪŻŲõųąŻ¼G┼cRĄ─▒╚ųĄ(G/R)║═G┼cRĄ─│╦Ęe(G⋅R)Ęųäeī”Š¦┴ŻĄ─ą╬├▓║═│▀┤ńŲøQČ©ąįū„ė├ĪŻį┌║ĖĮė▀^│╠ųąŻ¼║ĖĮė╣ż╦ćģóöĄī”║Ė┐pģ^Ą─£žČ╚╠▌Č╚Īó▀^└õČ╚ęį╝░Š¦¾w╔·ķL╦┘┬╩┤µį┌ė░Ēæū„ė├Ż¼▀MČ°Ģ■ī”║Ė┐pģ^Š¦┴ŻĄ─ą╬├▓┼c│▀┤ń«a╔·ū„ė├ĪŻ┼cų«ėą╦∙ģ^äeĄ─╩ŪŻ¼¤ßė░Ēæģ^Ą─ĮM┐Śą╬├▓┼c─Ė▓─Ą─│§╩╝ĀŅæBŠo├▄ŽÓĻPĪŻ¤ßė░Ēæģ^į┌║ĖĮėĢr╬┤░l╔·╚█╗»¼FŽ¾Ż¼āHāHĮøÜv┴╦╔²£ž╝░└õģsā╔éĆ▀^│╠Ż¼ę“┤╦Ųõ╗»īW│╔Ęų▓ó╬┤░l╔·ūā╗»ĪŻ
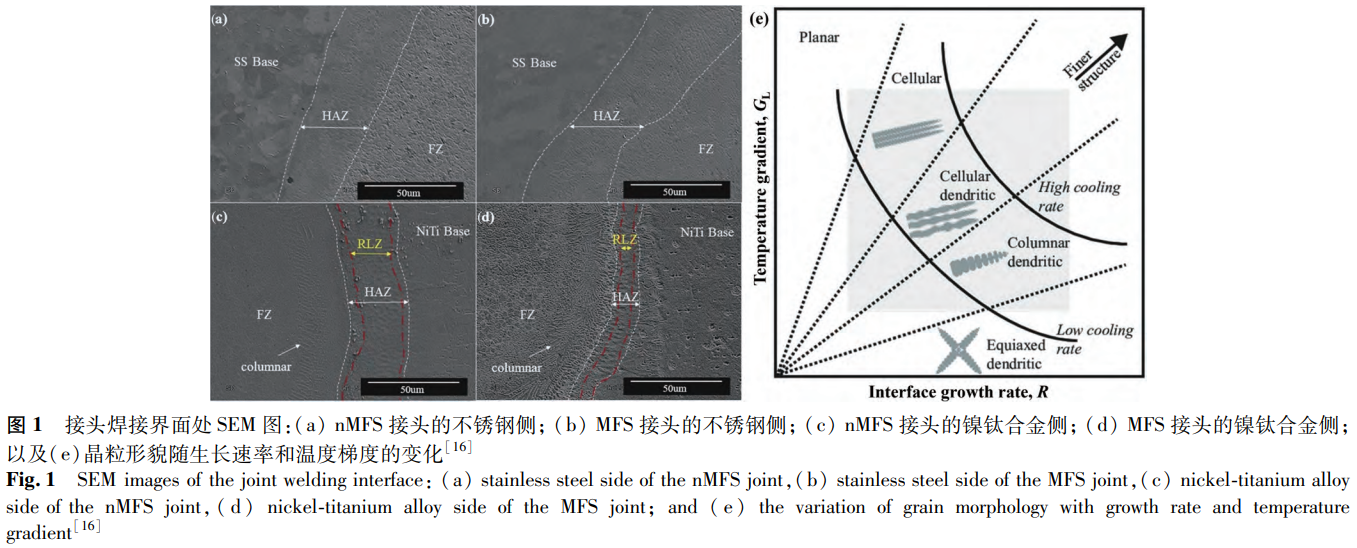
FarhangĄ╚╩╣ė├╝ż╣Ō║Ė▀BĮėµćŌü║ŽĮ┼c▓╗õPõōŻ¼╠ĮŠ┐┴╦═Ō┤┼ł÷ī”║ĖĮėĮėŅ^Ą─ė░ĒæĪŻŲõųąŻ¼¤o═Ō┤┼ł÷▌oų·Ą─║ĖĮėėø×ķnMFSŻ¼═Ō┤┼ł÷▌oų·Ą─║ĖĮėėø×ķMFSā╔ĘNĮėŅ^║Ė┐pĮń├µ╠ÄĄ─SEMłD╚ńłD1╦∙╩ŠĪŻÅ─łD1ųą┐╔ęįė^▓ņĄĮŻ¼į┌▀@ā╔ĘNĮėŅ^ųąŠ∙│÷¼FÅ─╚█║Žģ^ųąą─Ž“¤ßė░Ēæģ^Ą─Š¦¾wą╬æB▐DūāĄ─¼FŽ¾ĪŻį┌nMFSĮėŅ^ųąŻ¼Å─╚█║Žģ^ųąą─ų┴▓╗õPõōé╚Ż¼Š¦¾wą╬æB│╩¼F│÷ė╔Ą╚▌SŠ¦┴ŻŽ“ų∙ĀŅŠ¦į┘ĄĮŲĮ├µŠ¦Ą─▐DūāŻ╗Č°Å─╚█║Žģ^ųąą─ų┴µćŌü║ŽĮé╚Ż¼Š¦¾wą╬æBĄ─ūā╗»ät×ķĄ╚▌SŠ¦┴ŻĪóų∙ĀŅŠ¦ų▒ų┴░¹ĀŅŠ¦Ż¼ŪęŲõųąų∙ĀŅŠ¦┴ŻĄ─╚ĪŽ“┼c└õģsĘĮŽ“ŽÓ╗źŲĮąąĪŻįō蹊┐▒Ē├„Ż¼▀@ą®ŽÓūāąą×ķ┼cĮń├µ╠ÄĄ─£žČ╚╠▌Č╚║═╔·ķL╦┘┬╩ėąĻPŻ¼łD1eī”─²╣╠▀^│╠▀Mąą┴╦Üw╝{ĪŻŠ▀¾wüĒšfŻ¼į┌╚█║Žģ^ųąą─Ż¼GųĄ▌^Ą═Ż¼RųĄ▌^Ė▀Ż¼┤┘╩╣ų”Š¦╔·ķLą╬│╔Ą╚▌SŠ¦ĪŻį┌Å─╚█║Žģ^ųąą─Ž“╗∙▓─ęŲäėĄ─▀^│╠ųąŻ¼GųĄ║═RųĄĖ─ūāŻ¼ą╬│╔ų∙ĀŅĪó░¹ĀŅ/ŲĮ├µĮYśŗĪŻ┤┼ł÷ī”ļŖūė▀\äėĄ─ė░ĒæĖ─ūā┴╦ļŖūėį┌─²╣╠║═╔·ķL▀^│╠ųą╦∙öyĦĄ──▄┴┐ĪŻę“┤╦Ż¼į┌MFSĮėŅ^ųąė^▓ņĄĮ▓╗═¼ė┌nMFSĮėŅ^Ą──²╣╠¼FŽ¾ĪŻŽÓ▌^ė┌nMFSĮėŅ^Ż¼MFSĮėŅ^ųą╚█║Žģ^ųąą─ą╬│╔▌^╝ÜĄ─Ą╚▌SŠ¦┴Ż(╚ńłD1aĪób╦∙╩Š)Ż¼▀@╩Ūė╔ė┌┤┼ł÷ĮĄĄ═GųĄĄ─═¼Ģrį÷╝ė┴╦RųĄĪŻŪę╚█╚┌▓─┴Ž╩▄ĄĮ┬ÕéÉŲØ┴”Ą─ė░Ēæ░l╔·ą²▐DŻ¼╩╣įŁ▒ŠŲĮąąė┌└õģsĘĮŽ“Ą─ų∙ĀŅŠ¦┴Ż(╬╗ė┌Å─╚█║Žģ^Ž“µćŌü║ŽĮ▐Dūā╠Ä)╚ĪŽ“Ė─ūāŻ¼│╩ļSÖC╚ĪŽ“(ęŖłD1d)ĪŻ┤╦═ŌŻ¼┤┼ł÷╩╣ļŖūė▀\äėŲ½ęŲįņ│╔Ą─¤ß▌ö╚ļ£p╔┘ęį╝░┤┼ł÷┤┘▀M╚█¾w▀\äėę²ŲĄ─└õģs╦┘┬╩╝ė┐ņ╣▓═¼ī¦ų┬MFSĮėŅ^Ą─Ę┤æ¬īėģ^Ė³šŁĪŻ
1.2║ĖĮėąį─▄
(1)┴”īWąį─▄
į┌║ĖĮė▀^│╠ųąŻ¼▓─┴ŽĄ─┴”īWąį─▄Ģ■╩▄ĄĮ’@ų°ė░ĒæĪŻŲõųąŻ¼║ĖĮėĢr╦∙ą╬│╔Ą─Įī┘ķg╗»║Ž╬’▓╗āHĢ■įņ│╔║ĖĮė▓─┴Ž└Ł╔ņąį─▄Ą─Ž┬ĮĄŻ¼Č°ŪęĢ■ī¦ų┬Ųõė▓Č╚Ą─╠ß╔²ĪŻ┼c┤╦═¼ĢrŻ¼║ĖĮėĮń├µĄ─ą╬æB╠žš„ęÓĢ■ī”║ĖĮėĮėŅ^Ą─└Ł╔ņąį─▄«a╔·ė░ĒæŻ¼į┌š¹éĆ║ĖĮė¾wŽĄųąŻ¼Ė„ę“╦žŽÓ╗źĻP┬ōŻ¼╣▓═¼øQČ©┴╦║ĖĮėĮėŅ^ūŅĮKĄ─┴”īWąį─▄▒Ē¼FĪŻŪ░Ų┌ę▓ėą▓┐ĘųŽÓĻP蹊┐ßśī”▀@ę╗ĘĮ├µ▀Mąą┴╦╠ĮėæĪŻVannodĄ╚╠ß│÷Ż¼╚█║Žģ^Ą─═ļĀŅĮń├µ─▄ē“ī”║Ė┐pĄ─µćŌü║ŽĮé╚ŲĄĮ▒Żūo╣”ą¦Ż¼ų┬╩╣┴č╝y▓óĘŪčžų°µćŌü╗∙¾w║═║Ė┐pĄ─Įń├µčė╔ņŻ¼Č°╩Ūį┌µćŌü╗∙¾wā╚é„▓źĪŻ
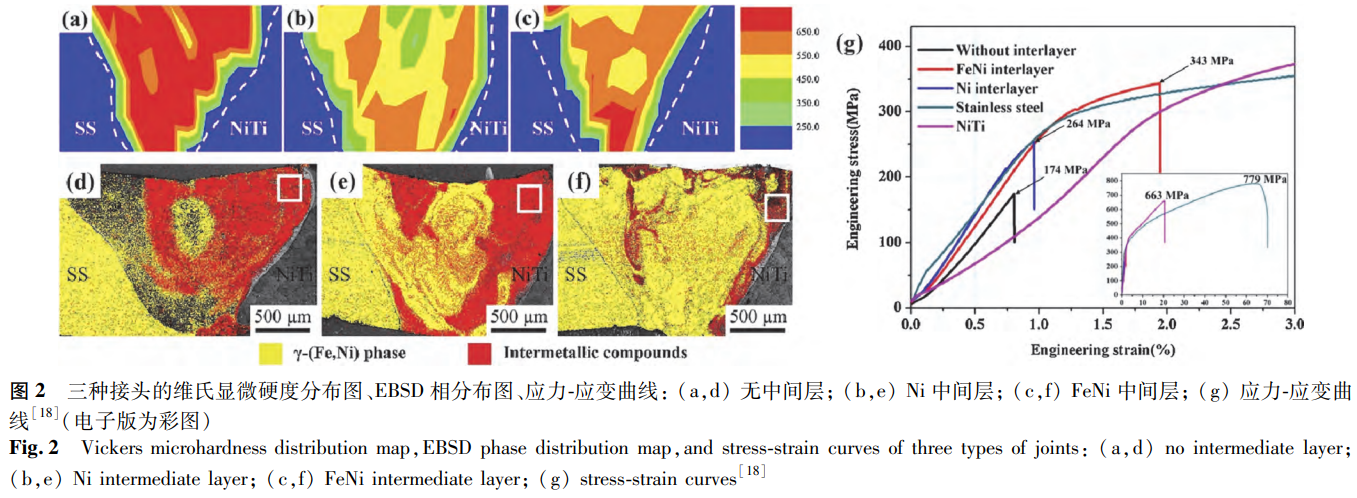
NiuĄ╚ßśī”═©▀^šµ┐šļŖūė╩°║ĖĮėą╬│╔Ą─╚²ĘNNiTi/SSĮėŅ^ķ_š╣┴╦ī”▒╚įuārŻ¼▀@╚²ĘNĮėŅ^Ęųäe×ķļŖūė╩°Ų½ęŲĄĮSSé╚Ūę¤oųąķgīėĄ─ĮėŅ^Īó╠Ē╝ėNiųąķgīėĄ─ĮėŅ^ęį╝░╠Ē╝ėFeNiųąķgīėĄ─ĮėŅ^ĪŻĖ„ĮėŅ^Ą─ė▓Č╚Ęų▓╝Ūķør╚ńłD2a-c╦∙╩ŠŻ¼ė╔łD2a-c┐╔ų¬Ż¼║Ė┐pģ^Ą─ė▓Č╚’@ų°Ė▀ė┌ā╔ĘN─Ė▓─ĪŻ▀@ę╗¼FŽ¾Ą─│╔ę“į┌ė┌║Ė┐pģ^ųą┤µį┌Įī┘ķg╗»║Ž╬’ęį╝░░l╔·┴╦╣╠╚▄ÅŖ╗»ū„ė├ĪŻ═©▀^ī”▒╚ė▓Č╚łD┼cŽÓĘų▓╝(ęŖłD2d-f)░l¼FŻ¼ĮėŅ^ųąĄ─Įī┘ķg╗»║Ž╬’║¼┴┐įĮČÓŻ¼Ųõė▓Č╚įĮĖ▀ĪŻ×ķ▀Mę╗▓Į╠ĮŠ┐ī”Ųõ┴”īWąį─▄Ą─ė░ĒæŻ¼NiuĄ╚ī”║ĖĮėśėŲĘ▀Mąą┴╦└Ł╔ņ£yįćŻ¼ĮY╣¹▒Ē├„FeNiųąķgīėĮėŅ^š╣¼F│÷ūŅāץ─└Ł╔ņąį─▄Ż¼NiųąķgīėĮėŅ^┤╬ų«Ż¼Č°¤oųąķgīėĮėŅ^Ą─└Ł╔ņąį─▄ūŅ▓Ņ(ęŖłD2g)ĪŻ▀Mę╗▓Įė^▓ņ░l¼FŻ¼╚²ĘNśėŲĘĄ─öÓ┴č╬╗ų├Š∙╠Äė┌║Ė┐pģ^ā╚┐┐Į³µćŌü║ŽĮę╗é╚ĪŻĮĶų·Æ▀├ĶļŖūė’@╬óńR(SEM)║═ļŖūė▒│╔ó╔õč▄╔õ(EBSD)╝╝ągī”┴č╝yĘų╬÷┐╔ų¬Ż¼į┌¤oųąķgīėĮėŅ^ųąŻ¼Įī┘ķg╗»║Ž╬’ęįFe2Tiū„×ķų„ŽÓŻ¼Ni3Tiät│╩▀B└mŠWĀŅĘų▓╝ė┌ŲõųąĪŻ┴č╝yÅĮų▒┤®▀^Įī┘ķg╗»║Ž╬’▀MąąöUš╣Ż¼«öė÷ĄĮ▌^║±Ą─Ni3TiŽÓĢrŻ¼Ģ■│÷¼F▌p╬óĄ─Ų½▐D¼FŽ¾ĪŻė╔┤╦┐╔ęŖŻ¼įōöÓ┴čĮėŅ^│╩¼F│÷ĮŌ└ĒöÓ┴čĄ─╠žš„ĪŻį┌NiųąķgīėĮėŅ^└’Ż¼Įī┘ķg╗»║Ž╬’ęįNi3Ti×ķų„ŽÓŻ¼Fe2Ti│╩ŠWĀŅĘų▓╝ė┌ŲõųąĪŻ┴č╝yĄ─öUš╣āHāHį┌Fe2TiŽÓųą░l╔·Ż¼▓óŪęĢ■▒╗Ni3TiŽÓūĶō§ĪŻę“┤╦Ż¼įōĮėŅ^öÓ┐┌▒Ē¼F│÷螊¦öÓ┴čĄ─╠žš„ĪŻī”ė┌FeNiųąķgīėĮėŅ^Č°čįŻ¼Fe2Tięįų∙ĀŅų”Š¦Ą─ą╬æB╬÷│÷Ż¼Ni3TiĘų▓╝į┌Ųõų”Š¦ų«ķgĪŻ┴č╝yų„ę¬│÷¼Fį┌Fe2Tių”Š¦ā╚▓┐Ż¼▓╗▀^Ģ■▒╗ų”Š¦ķgĄ─Ni3TiŽÓūĶöÓĪŻ▀@ĘNÅ═║ŽĮYśŗ─▄ē“ėąą¦ĄžūĶų╣┴č╝yĄ─▀Mę╗▓ĮöUš╣Ż¼╩╣Ą├öÓ┴čĮėŅ^═¼ĢrŠ▀éõĮŌ└Ē║═ĒgąįöÓ┴čĄ─╠žš„ĪŻ
(2)Ė»╬gąį─▄
NiTi/SSĮėŅ^Ą├ęįį┌╔·╬’ßt»¤ŅIė“æ¬ė├Ą─Ū░╠ߌl╝■╩ŪŠ▀éõ┴╝║├Ą──═Ė»╬gąįęį╝░╔·╬’ŽÓ╚▌ąįĪŻ×ķ┤╦Ż¼╠ĮŠ┐NiTi/SSĮėŅ^Ą──═Ė»╬gąįśO×ķųžę¬ĪŻZhangĄ╚蹊┐┴╦ĦŃ~ųąķgīėĄ─NiTi/SSĮėŅ^į┌║¼▓╗═¼Ę·╗»╬’ØŌČ╚╗“š▀Ą░░ū┘|ØŌČ╚Ą─╚╦╣ż═┘ę║ųąĄ─Ė»╬gąą×ķĪŻļSų°Ę·╗»╬’ØŌČ╚Ą─į÷╝ėŻ¼ĮėŅ^Ą──═ļŖ╗»īWĖ»╬g─▄┴”ĮĄĄ═ĪŻ┼cų«▓╗═¼Ż¼Ą═Ą░░ū┘|ØŌČ╚╩╣ĮėŅ^Ą──═╬gąįĮĄĄ═Ż¼Č°Ė▀Ą░░ū┘|ØŌČ╚┐╔ęį£p▌p▀@ĘNė░ĒæĪŻ
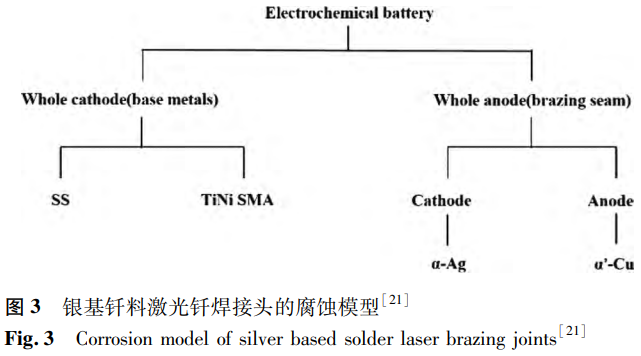
LiĄ╚▀xė├Ńy╗∙║ŽĮū„×ķ╠Ņ│õĮī┘Ż¼½@Ą├╝ż╣ŌŌF║ĖNiTi/SSĮėŅ^Ż¼╠ĮŠ┐┴╦ā╔ĘN─Ė▓─Īó╠Ņ│õĮī┘ęį╝░║ĖĮėĮėŅ^į┌▓╗═¼pHųĄĄ─╚╦╣ż═┘ę║ųąĄ─Ė»╬gąą×ķĪŻ╦¹éā░l¼FĮėŅ^Ą─Ė»╬gų„ę¬░l╔·į┌ŌF║Ė┐pęį╝░╠Ņ│õĮī┘┼cā╔ĘN─Ė▓─Ą─Įń├µ╠ÄŻ¼▀@╩Ūę“×ķŌF║Ė┐pĄ─ļŖśOļŖ╬╗Ą═ė┌µćŌü║ŽĮ┼c▓╗õPõōŻ¼į┌╚╦╣ż═┘ę║ųą│╔×ķįŁļŖ│žĄ─Ļ¢śO╩ūŽ╚▒╗Ė»╬g(ęŖłD3)ĪŻĮėŅ^Ą──═Ė»╬gąį┼cµćŌü║ŽĮ─Ė▓─ŽÓĮ³Ż¼ā×ė┌╠Ņ│õĮī┘Ż¼Ą½Ą═ė┌▓╗õPõō─Ė▓─ĪŻ┴Ēę╗ĘĮ├µŻ¼╚╦╣ż═┘ę║Ą─pHųĄĢ■ī”▓─┴ŽĄ──═Ė»╬gąįįņ│╔ė░ĒæŻ¼pHųĄįĮĖ▀Ż¼▓─┴ŽĄ─Ė»╬gļŖ╬╗įĮĖ▀Ż¼ļŖ┴„├▄Č╚įĮĄ═Ż¼─═Ė»╬gąįįĮ║├ĪŻ
(3)ą╬ĀŅėøæøą¦æ¬
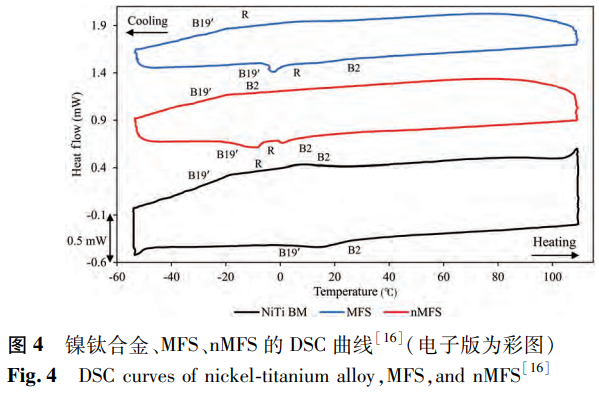
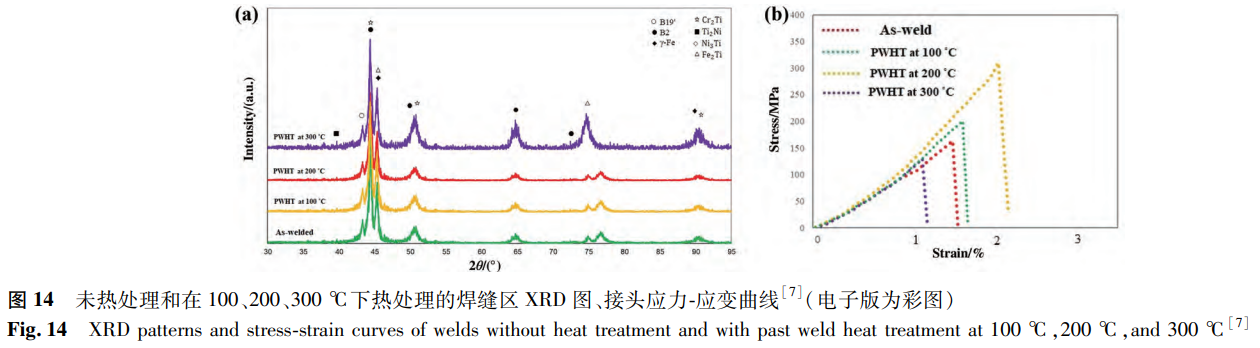
µćŌü║ŽĮĄ─ą╬ĀŅėøæøą¦æ¬į┤ė┌±R╩Ž¾wŽÓūāŻ¼▀@╩Ūįō║ŽĮĄ─ę╗ĒŚĻPµIąį─▄ĪŻ╝ż╣Ō║ĖĮėĢ■ų┬╩╣║ŽĮĄ─’@╬óĮM┐Ś░l╔·Ė─ūāŻ¼▀MČ°ī”±R╩Ž¾wŽÓūāęį╝░─µŽÓūā▀^│╠«a╔·ū„ė├Ż¼╩╣Ą├║ĖĮėĮėŅ^Ą─ą╬ĀŅėøæøą¦æ¬ėąäeė┌µćŌü║ŽĮ─Ė▓─Ż¼▀@ę╗³cį┌ęčėąčąŠ┐ųąėą╦∙╠ß╝░ĪŻĶbė┌┤╦Ż¼ßśī”║ĖĮėĮėŅ^ą╬ĀŅėøæøą¦æ¬ķ_š╣蹊┐śO×ķ▒žę¬Ż¼ę“×ķą╬ĀŅėøæø║ŽĮĄ─ŽÓūā╠žąį╩Ūįu╣└Ųõ╣”─▄╠žąįĄ─ųžę¬ę└ō■ų«ę╗ĪŻFarhangĄ╚▀\ė├▓Ņ╩ŠÆ▀├Ķ┴┐¤ßĘ©ī”µćŌü║ŽĮęį╝░┤µį┌╗“▓╗┤µį┌┤┼ł÷Ą─NiTi/SSĮėŅ^▀Mąą┴╦£yįćŻ¼£yįćĮY╣¹╚ńłD4╦∙╩ŠĪŻŲõųąŻ¼ŖW╩Ž¾w(B2)Īó±R╩Ž¾w(B19’)ęį╝░RŽÓ═©▀^łDųąĄ─ĘÕ╬╗Ą├ęį┤_Č©Ż¼Č°ŖW╩Ž¾wĮKų╣£žČ╚Aiät▒╗ė├ū„▒╚▌^▓╗═¼śėŲĘų«ķg▐Dūā£žČ╚Ą─ųĖś╦ĪŻĮø£yįćŻ¼µćŌü║ŽĮĄ─ŖW╩Ž¾wĮKų╣£žČ╚×ķ24.7ĪµŻ¼┼cų«ŽÓ▒╚Ż¼nMFSśėŲĘĄ─ŖW╩Ž¾wĮKų╣£žČ╚ĮĄĄ═┴╦╝s20ĪµŻ¼▀@▒Ē├„nMFSśėŲĘĄ─╣”─▄╠žąį░l╔·┴╦├„’@Ė─ūāĪŻī¦ų┬nMFSśėŲĘ▐Dūā£žČ╚ĮĄĄ═Ą─ę“╦ž╩ŪČÓĘĮ├µĄ─Ż¼░³└©Ųõā╚▓┐┤µį┌▌^ČÓĄ─╚▒Ž▌Īó║ĖĮė▀^│╠ųą└õ╝ė╣żąį─▄Ą─Ž¹│²ĪóÜłėÓæ¬┴”║═Š¦┴Ż╔·ķL¼FŽ¾Ą─│÷¼Fęį╝░Ni/Ti▒╚Ą─╔Ž╔²Ą╚ĪŻ╚╗Č°Ż¼MFSśėŲĘĄ─ŖW╩Ž¾wĮKų╣£žČ╚×ķ24.1ĪµŻ¼╗∙▒Š▒Ż│ų┴╦µćŌü║ŽĮ╗∙▓─Ą─▐Dūā£žČ╚╦«ŲĮŻ¼▀@ęŌ╬Čų°µćŌü║ŽĮĄ─╣”─▄╠žąįį┌MFSśėŲĘųąĄ├ĄĮ┴╦ėąą¦Ą─▒Ż┴¶ĪŻ
2Īó║ĖĮė╝╝ąg
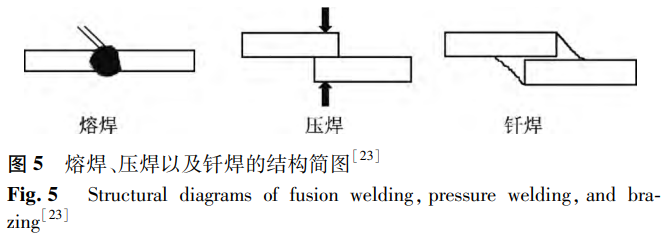
ę└ō■║ĖĮė▀^│╠╦∙│╩¼F│÷Ą─╠žąįŻ¼║ĖĮė┐╔▒╗äØĘų×ķ╚²┤¾ŅÉäeŻ¼╝┤╚█║ĖĪóē║║Ė┼cŌF║ĖŻ¼ŲõŽÓæ¬Ą─ĮYśŗ║åłD╚ńłD5╦∙╩ŠĪŻ╚█║Ė╩ŪųĖį┌¤oē║┴”Ą─ŪķørŽ┬ī”─Ė▓─▀Mąą╝ė¤ßŻ¼╩╣Ųõ╚█╗»▓óŽÓ╗ź╗ņ║ŽŻ¼į┌└õģs║¾ą╬│╔║Ė┐pĪŻÜÕ╗Ī║ĖĪóļŖūė╩°║ĖĪó╝ż╣Ō║ĖĄ╚Š∙ī┘ė┌╚█║ĖĪŻē║║Ėį┌║ĖĮė▀^│╠ųą▒žĒÜī”─Ė▓─╩®╝ėē║┴”Ż¼Ą½ī”╝ė¤ßø]ėąę¬Ū¾ĪŻ╦³╩Ūę╗ĘN╩╣▓─┴Žį┌╣╠æBŽ┬īŹ¼FįŁūėķgĮY║ŽČ°īŹ¼F▀BĮėĄ─║ĖĮėĘĮĘ©ĪŻē║║Ė┐╔Ęų×ķČÓĘNŅÉą═Ż¼╚ńļŖūĶ║ĖĪó─”▓┴║ĖĪó│¼┬Ģ▓©║ĖĄ╚ĪŻŌF║Ė╩ŪųĖ═©▀^╝ė¤ß╩╣║Ė▓─ų«ķgĄ─╠Ņ│õĮī┘╚█╗»Ż¼ę║æBŌF┴Ž┼c╣╠æB║Ė▓─ŽÓ╗źöU╔óŻ¼└õ─²║¾ą╬│╔ĮėŅ^Ą─ĘĮĘ©ĪŻ─┐Ū░Ż¼ßśī”µćŌü║ŽĮ┼c▓╗õPõōĄ─║ĖĮė蹊┐ČÓŠ█Į╣ė┌╝ż╣Ō║ĖĮėŅIė“ĪŻų„ꬥ├ęµė┌╝ż╣Ō║ĖĮėŠ▀éõ¤ß▌ö╚ļ┴┐Ą═Īó─▄┴┐├▄Č╚Ė▀ęį╝░╚█║Žģ^┼c¤ßė░Ēæģ^ĘČć·ąĪĄ╚’@ų°ā×ä▌ĪŻ
2.1╝ż╣Ō║Ė
╝ż╣Ō║ĖĮėŠ▀ėą¤ß▌ö╚ļĄ═Īó─▄┴┐├▄Č╚Ė▀Īó╚█║Žģ^║═¤ßė░Ēæģ^ąĪĄ╚ā׳cŻ¼į┌µćŌü║ŽĮ┼c▓╗õPõōĄ─▀BĮėųąĮø│Ż╩╣ė├ĪŻÅłČ¼─▌Ą╚═©▀^╝ż╣Ō┤ŅĮė║ĖĮėµćŌü║ŽĮ┼c▓╗õPõōŻ¼║ĖĮė▀^│╠ųą╚█│žā╚į¬╦ž▀Mąą▀węŲ║═öU╔óŻ¼įņ│╔║Ė┐pųą┤µį┌ęįFe-TiĪóFe-Ni×ķų„Ą─╗»║Ž╬’ĪŻįō蹊┐▓╔ė├MaterialStudio-CASTEPī”Įī┘ķg╗»║Ž╬’▀Mąą─ŻöM║═ėŗ╦ŃŻ¼Ą├ęįÅ─╗»║Ž╬’ąį┘|ĮŪČ╚ĮŌßīŲõī”║ĖĮėĮėŅ^Ą─ė░ĒæĪŻė╔Ą┌ę╗ąįįŁ└Ēėŗ╦ŃĮY╣¹┐╔ų¬Ż¼FeTi╠Äė┌┘M├ū─▄╝ē╠ÄĄ──▄┴┐ųĄūŅĄ═Ż¼Fe2TiŠ▀ėąŽÓī”▌^Ė▀Ą─Ą┬░▌£žČ╚Ż¼▀@šf├„╦³éāĄ─ĘĆČ©ąį▌^║├ĪŻFe2TiĪóFeTiŠ▀ėą▌^Ą═Ą─▓┤╦╔▒╚Īó▌^Ė▀Ą─╝¶Ūą─Ż┴┐║═kųĄ(╝¶Ūą─Ż┴┐/¾w─Ż┴┐)Ż¼ūC├„Ųõ×ķė▓┤ÓŽÓĪŻNiTi/SsĮėŅ^ųąŠ∙ä“Ęų▓╝Ą─Fe2TiĪóFeTiė▓┤ÓŽÓįņ│╔ĮėŅ^┴”īWąį─▄▓╗Š∙ä“Ż¼ę²Ųą╬ūā║═æ¬┴”╝»ųąŻ¼šTī¦┴č╝y«a╔·ĪŻ
╝ż╣Ō║ĖĄ─Ė„ĒŚ╣ż╦ćģóöĄŻ¼╚ń╝ż╣Ō▓©ą╬Īó╣”┬╩Īó║ĖĮė╦┘Č╚ĪóĮ╣³c┤¾ąĪ╝░Ųõ╬╗ų├Īó▒ŻūoÜŌ¾w┴„┴┐Ą╚Ż¼Š∙Ģ■ī”║ĖĮėĮėŅ^Ą─┘|┴┐«a╔·ųž┤¾ė░ĒæĪŻ└²╚ńŻ¼HahnlenĄ╚═©▀^į÷╝ė├}ø_─▄┴┐░l¼FŲõĢ■ę²ŲNiTi/SS╣▄▓─ĮėŅ^Ą─╩▄ė░Ēæģ^ė“īÆČ╚į÷╝ėŻ¼Ą½ī”╚█╔ŅĄ─ė░Ēæ▓╗├„’@ĪŻParimanikĄ╚═©▀^ą¦ė├Ė┼─Ņ║═╠’┐┌Ę©ā×╗»║ĖĮėNiTi/SSĮėŅ^Ą─ģóöĄĮM║ŽŻ¼░l¼FŪ░š▀Ė³╝ėā׫ÉĪŻ▓óŪęį┌╝ż╣Ō╣”┬╩×ķ300WĪóÆ▀├Ķ╦┘Č╚×ķ5mm/sĪóĮ╣³c╬╗ų├×ķ0mmĢrŻ¼ĮėŅ^Ą─’@╬óė▓Č╚ūŅ║├ĪŻĮ╣³c╬╗ų├ė╔0mmĖ─ūā×ķ0.5mmĢrŻ¼ĮėŅ^½@Ą├ūŅĖ▀└Ł╔ņÅŖČ╚ĪŻ
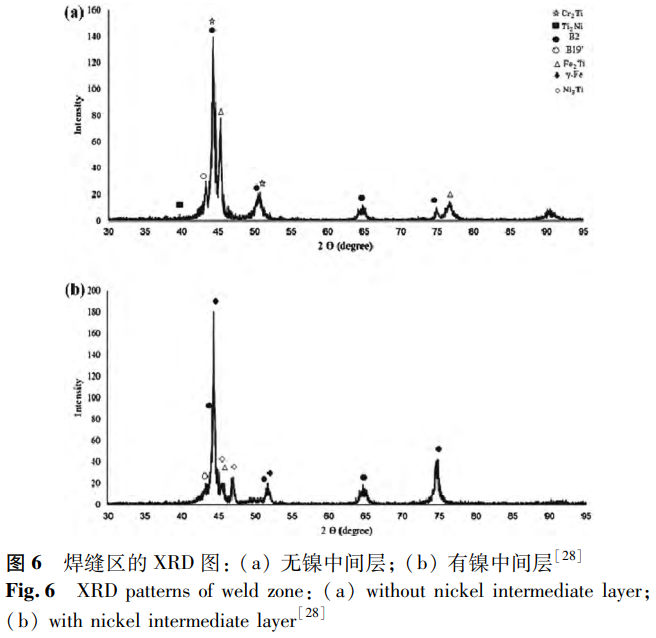
┤╦═ŌŻ¼╠Ē╝ėųąķgīėę▓╩Ū┐žųŲFe-TiĄ╚Įī┘ķg╗»║Ž╬’ą╬│╔Ą─ėąą¦ĘĮĘ©Ż¼─▄ē“Ė─╔ŲĮėŅ^ąį─▄ĪŻ└²╚ńŻ¼į┌ų▒Įė║ĖĮėĄ─TC4/SSĮėŅ^ųąĢ■«a╔·┤¾┴┐Fe-TiĄ╚Įī┘ķg╗»║Ž╬’ĪŻLiuĄ╚▓╔ė├Å═║ŽųąķgīėųŲéõTC4/SSĮėŅ^Ż¼░l¼F─▄ē“Ę└ų╣Fe-Ti┤ÓąįŽÓĄ─«a╔·Ż¼┐╔ęįį┌║▄┤¾│╠Č╚╔Žā×╗»ĮėŅ^Ą─┴”īWąį─▄Ż¼Š▀ėąųžę¬Ą─蹊┐ārųĄĪŻį┌µćŌü║ŽĮ┼c▓╗õPõō«ÉĘN║ĖĮėĘĮ├µŻ¼AsadiĄ╚蹊┐┴╦µćųąķgīėī”╝ż╣Ō║ĖĮėĮėŅ^Ą─ė░ĒæĪŻ═©▀^x╔õŠĆč▄╔õ(XRD)Ęų╬÷┐╔ų¬(ęŖłD6)Ż¼╠Ē╝ėµćĘ█║¾║Ė┐pĄ─Fe2Ti│§╔·ŽÓ▐Dūā×ķNi3Ti│§╔·ŽÓŻ¼γŽÓ║═Ni3TiŽÓ║¼┴┐į÷╝ėŻ¼┤ÓąįĮī┘ķg╗»║Ž╬’║¼┴┐£p╔┘ĪŻ▀@╩Ūę“×ķ║Ė┐pųą▀^┴┐Ą─µćĢ■įņ│╔TiĪóFe║═CrĄ─£p╔┘Ż¼▓óŪęµć╩ŪŖW╩Ž¾wą╬│╔į¬╦ž║═γŽÓĘĆȩ䮯¼┤┘▀M┴╦γ-FeĄ─ą╬│╔ĪŻLiĄ╚╔Ņ╚ļ蹊┐┴╦µćųąķgīė║±Č╚ī”║ĖĮėĮėŅ^«a╔·Ą─ė░ĒæĪŻčąŠ┐▒Ē├„Ż¼ļSų°µćīė║±Č╚ų▓Į▀fį÷Ż¼ĮėŅ^ā╚Ą─µć║¼┴┐ŽÓæ¬╔Ž╔²Ż¼┤ÓąįĮī┘ķg╗»║Ž╬’£p╔┘Ż¼▀MČ°╩╣Ą├ĮėŅ^ąį─▄Ą├ęį╠ß╔²ĪŻ«öµćųąķgīėĄ─║±Č╚į÷ķLų┴50μmĢrŻ¼ĮėŅ^Ą─┐╣└ŁÅŖČ╚ęį╝░öÓ┴č╔ņķL┬╩▀_ĄĮūŅ┤¾ųĄŻ¼Ęųäe×ķ372MPa║═4.4%ĪŻ╚╗Č°Ż¼╠╚╚¶µćųąķgīė║±Č╚└^└mį÷╝ėŻ¼ĮėŅ^ā╚▓┐Ģ■ą╬│╔Ė³ČÓĄ─Ni3TiŽÓŻ¼═¼ĢrĢ■«a╔·ÜŌ┐ū┼c┐s┐ūĄ╚╚▒Ž▌Ż¼ūŅĮKų┬╩╣ĮėŅ^ąį─▄Ž┬ĮĄĪŻ▀@ę╗蹊┐ĮY╣¹┼cų▄║ŻīÆĄ╚Ą╚Ą├│÷Ą─ĮYšōŽÓ╗ź╬Ū║ŽĪó▒Ż│ųę╗ų┬ĪŻę“┤╦Ż¼×ķ½@Ą├ąį─▄ā׫ɥ─║ĖĮėĮėŅ^Ż¼ąĶę¬▀xō±║Ž▀mĄ─ųąķgīė║±Č╚Ż¼╝┤║Ė┐p│╔ĘųĪŻ┤╦║¾Ż¼LiĄ╚蹊┐┴╦Ń~ųąķgīėĪóŌÆųąķgīėĪó38Zn-61Cuųąķgīėī”NiTi/SSĮėŅ^Ą─ė░ĒæŻ¼▓óį┌38Zn-61CuųąķgīėĄ─蹊┐ųąį÷╝ė╝ż╣ŌŲ½ęŲ╝╝ągŻ¼į┌ĮėŅ^╠Äą╬│╔╚²éĆģ^ė“Ż¼╝┤SSé╚╚█║Žģ^Īó╬┤╚█╗»SSęį╝░NiTi/38Zn-61Cu/SSą╬│╔Ą─öU╔ó║Ė┐pĪŻį┌▀@ą®čąŠ┐ųąė^▓ņĄĮŅÉ╦ŲĄ─¼FŽ¾Ż¼╝┤═©▀^ęųųŲ┤ÓąįĮī┘ķg╗»║Ž╬’Ą─ą╬│╔üĒĖ─╔ŲĮėŅ^Ą─┴”īWąį─▄ĪŻ═¼ĢrŻ¼Ń~ųąķgīėĄ─╩╣ė├▀Ć┐╔ęįŽ¹│²¤ßæ¬┴”«a╔·Ą─┴č╝yŻ¼Ą½Ń~ųąķgīė▀^║±Ģ■ą╬│╔Ė╗Ń~Ū“Ż¼Ųõ┼cų▄ć·╗∙¾wĄ─ĮY║ŽŽÓī”▌^╚§Ż¼ėą└¹ė┌┴č╝yą╬║╦║═öUš╣ĪŻ
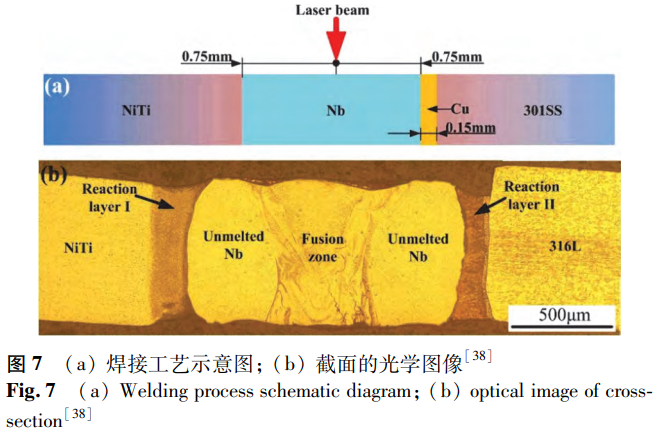
蹊┐š▀éāī”Ųõ╦¹ĘNŅÉĄ─ųąķgīėę▓▀MąąĒśó╩įŻ¼▒¤ßńTaųąķgīėĪóCoCrFeNiMnĖ▀ņž║ŽĮųąķgīėĪóŃy╗∙ųąķgīėĄ╚ĪŻNgĄ╚蹊┐┴╦Taųąķgīė╝░Ųõ║±Č╚ī”║ĖĮėĮėŅ^Ą─ė░ĒæĪŻTaį¬╦ž▓╗┼cTią╬│╔Įī┘ķg╗»║Ž╬’Ż¼ļSų°TaųąķgīėĄ─╝ė╚ļŻ¼ĮėŅ^ųąą╬│╔TaCr2ŽÓ║═Ni3TaŽÓŻ¼ęųųŲ┴╦Cr2TiĪóFeTiĄ╚┤ÓąįĮī┘ķg╗»║Ž╬’Ą─ą╬│╔ĪŻ«öTaųąķgīė║±Č╚×ķ50μmĢrŻ¼ĮėŅ^Ą─└Ł╔ņąį─▄ūŅ║├ĪŻį┌å╬ę╗ųąķgīėĄ─╗∙ĄA╔ŽŻ¼ČÓīėųąķgīėĄ─╩╣ė├ę▓▒╗┐╝æ]ĪŻGaoĄ╚╠ß│÷┴╦Nb/CuČÓīėųąķgīė╝ż╣Ō║ĖĮėĘ©Ż¼Ą├ĄĮ┴╦ė╔╚²éĆę▒Į▀BĮėģ^ĮM│╔Ą─ĮėŅ^(ęŖłD7)Ż¼╝┤╗∙ė┌╚█║ĖÖC└ĒĄ─╚█╗»ģ^Īó╗∙ė┌Nb║═NiTi╣▓Š¦Ę┤æ¬Ą─Ę┤æ¬īėó±Īó╗∙ė┌ŌF║ĖÖC└ĒĄ─Ę┤æ¬īėó“ĪŻįōĮėŅ^ųą¤oFe-TiĪóNiyTi3Įī┘ķg╗»║Ž╬’┤µį┌Ż¼ų╗į┌Ę┤æ¬īėIIųąėą╔┘┴┐Fe7Nb6Įī┘ķg╗»║Ž╬’ą╬│╔ĪŻę“┤╦Ż¼╝ė╚ļųąķgīė┐╔ęį╩╣║ĖĮėĮėŅ^Ą─ąį─▄Ą├ĄĮĖ─╔ŲŻ¼Ą½▓╗─▄═Ļ╚½▒▄├ŌĮī┘ķg╗»║Ž╬’Ą─«a╔·ĪŻ
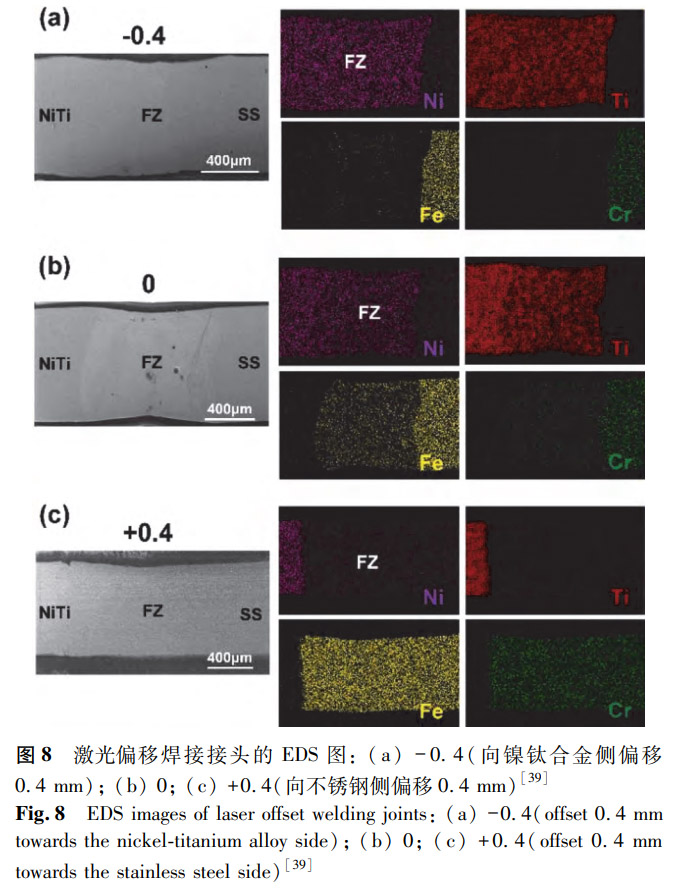
ZhangĄ╚ī”╝ż╣ŌŲ½ęŲ║ĖĮė╝╝ąg▀Mąą┴╦蹊┐ĪŻ╝ż╣ŌŲ½ęŲ┐╔ęįė░Ēæį¬╦žöU╔óŻ¼Ė─ūā║Ė┐pųąĄ─į¬╦ž║¼┴┐ĪŻ╚ńłD8╦∙╩ŠŻ¼+0.4(Ž“▓╗õPõōé╚Ų½ęŲ0.4mm)ĮėŅ^Ą─║Ė┐pųąų„ę¬×ķFe║═Crį¬╦žŻ¼Ni║═Tiį¬╦žĄ─║¼┴┐║▄╔┘ĪŻFe-TiĮī┘ķg╗»║Ž╬’▒╗šJ×ķ╩ŪŽ„╚§NiTi/SSĮėŅ^┘|┴┐Ą─ų„ę¬ę“╦žĪŻę“┤╦Ż¼+0.4(Ž“▓╗õPõōé╚Ų½ęŲ0.4mm)ĮėŅ^ųąTiį¬╦žĄ─£p╔┘╩╣┤ÓąįĮī┘ķg╗»║Ž╬’£p╔┘Ż¼Å─Č°ī¦ų┬ĮėŅ^ė▓Č╚Ą─’@ų°ĮĄĄ═ęį╝░└Ł╔ņąį─▄Ą─Ė─╔ŲĪŻŅÉ╦ŲĄžŻ¼ShamsolhodaeiĄ╚═©▀^╝ż╣ŌŲ½ęŲ║ĖĮėĘĮĘ©ī”│¼ÅŚąįµćŌü║ŽĮĮz┼c▓╗õPõōĮz▀Mąą▀BĮėŻ¼░l¼F╝ż╣ŌŲ½ęŲĖ─ūā┴╦ĮėŅ^║ĖĮėģ^Ą─į¬╦žĘų▓╝Ż¼╠ß╔²┴╦ĮėŅ^ąį─▄ĪŻ
FarhangĄ╚į┌蹊┐ųąę²╚ļ═Ō┤┼ł÷Ż¼’@ų°Ė─╔Ų┴╦ĮėŅ^Ą─ąį─▄Ż¼Š▀¾w▒Ē¼F×ķė▓Č╚ĮĄĄ═Ż¼Č°┐╣└ŁÅŖČ╚┼c╔ņķL┬╩Ą├ęį┤¾Ę∙╠ß╔²Ż¼Ųõųą┐╣└ŁÅŖČ╚Å─338MPa╠ßĖ▀ĄĮ431MPaŻ¼╔ņķL┬╩Å─0.56%į÷╝ėų┴1.33%ĪŻTanrikuluĄ╚ę▓╠Į╦„┴╦┤┼ł÷ī”╝ż╣Ō║ĖĮėNiTi/SSĮėŅ^Ą─ė░ĒæĪŻ┤┼ł÷Ą─╝ė╚ļ▓╗āHī”ĮėŅ^Ą─╬óė^ĮYśŗėą’@ų°ė░ĒæŻ¼Č°Ūę─▄ē“ę²Ų╚█│žÄū║╬ą╬ĀŅĄ─Ė─ūāŻ¼╩╣nMFSĮėŅ^ųąĄõą═Ą─Vą═╚█│ž▐Dūā×ķMFSĮėŅ^ųąĄ─Uą═╚█│žĪŻųĄĄ├ūóęŌĄ─╩ŪŻ¼MFSĮėŅ^Š▀ėąā׫ɥ─┐╣└ŁÅŖČ╚(452.54MPa)Ż¼▒╚nMFSĮėŅ^╠ßĖ▀┴╦╝s30%ĪŻ▀@ų„ę¬╩Ūė╔ė┌┤┼ł÷Ž¹│²┴╦Įī┘ķg╗»║Ž╬’Ż¼▓óį┌Įń├µ╠Ľ@Ą├┴╦░¹ĀŅŠ¦┴ŻĪŻ
┤╦═ŌŻ¼LüĄ╚Ž╚═©▀^ÜÕ╗Ī║Ė▀BĮėµćŌü║ŽĮĮz┤žŻ¼į┘īóŲõ┼c▓╗õPõō╣▄Įø╝ż╣Ō║Ė▀Mąą▀BĮėĪŻ╦¹éā░l¼FŻ¼µćŌü║ŽĮ┼c▓╗õPõōį┌╚█║Ž▀ģĮńĖĮĮ³ø]ėą░l╔·╗ņ║ŽŻ¼Č°╩Ūį┌Č╠ŠÓļxā╚░l╔·ŽÓ╗źöU╔óŻ¼╬÷│÷Ni3TiĪó(Fe,Ni)TiĄ╚Įī┘ķg╗»║Ž╬’ĪŻ┴Ē═ŌŻ¼µćŌü║ŽĮĄ─ÜÕ╗Ī║Ė║Ė┐pųą┤µį┌Ęų╔óĘų▓╝Ą─TiC╗»║Ž╬’Ż¼Ųõ║¼┴┐į┌µćŌü║ŽĮ┼c▓╗õPõōĄ─╚█║Ž▀ģĮńĖĮĮ³├„’@£p╔┘ĪŻ
į┌║ĖĮė▀^│╠ųąŻ¼▀\ė├ĒöÕæ┴”─▄ē“ėąą¦╠ß╔²ĮėŅ^Ą─ąį─▄▒Ē¼FĪŻŠ▀¾wüĒšfŻ¼«öį┌▓╗õPõōé╚╩®╝ėĒöÕæ┴”ĢrŻ¼▓┐Ęųę║æBĮī┘Ģ■▒╗öD│÷Ż¼═©▀^įō▀^│╠▒Ń┐╔½@Ą├▌^šŁĄ─║Ė┐pīÆČ╚Ż¼═¼Ģr£p╔┘║Ė┐pģ^Ž┬╦·╚▒Ž▌Ą─│÷¼FŻ¼▓ó╩╣ĮėŅ^Š▀éõĖ³×ķ┴╝║├Ą─└Ł╔ņąį─▄ĪŻ┼c╬┤╩®╝ėĒöÕæ┴”Ą─ĮėŅ^ŽÓ▒╚Ż¼Ųõ┐╣└ŁÅŖČ╚─▄ē“╠ßĖ▀50%ęį╔ŽĪŻ
2.2ÜÕ╗Ī║Ė
µuśOÜÕ╗Ī║Ė┐╔▀xō±ų▒┴„ļŖ┴„╗“š▀├}ø_ļŖ┴„ā╔ĘNĘĮ╩ĮĪŻā╔š▀ŽÓ▒╚Ż¼├}ø_µuśOÜÕ╗Ī║ĖļŖ╗ĪĘĆČ©Ż¼¤ß▌ö╚ļąĪŻ¼ėą└¹ė┌╝Ü╗»Š¦┴ŻĪó£p╔┘ÜŌ┐ūĪó£pąĪ║Ė╝■ūāą╬ĪóĮĄĄ═║ĖĮėæ¬┴”ĪóĖ─╔ŲĮėŅ^┴”īWąį─▄ĪŻµuśOÜÕ╗Ī║ĖĄ─╣ż╦ćģóöĄų„ę¬░³└©║ĖĮėļŖ┴„ĪóļŖ╗ĪļŖē║Īó║ĖĮė╦┘Č╚Īó▒ŻūoÜŌ¾w┴„┴┐Ą╚ĪŻī”ė┌NiTi/SSĮėŅ^Ż¼▀xō±║Ž▀mĄ─║ĖĮė╣ż╦ćģóöĄ┐╔ęį┐žųŲ║ĖĮė┘|┴┐Ż¼£pąĪ║ĖĮėūāą╬ĪŻ└²╚ńŻ¼║ĖĮėļŖ┴„Ą─Ė─ūāĢ■ę²Ų¤ß▌ö╚ļ┴┐ūā╗»Ż¼Ųõ▀^┤¾╗“▀^ąĪČ╝Ģ■ī”║ĖĮė┘|┴┐«a╔·ų▒Įėė░ĒæĪŻ╚¶║ĖĮėļŖ┴„▀^┤¾Ż¼╚▌ęū░l╔·¤²┤®Īó▒│├µŽ┬Ž▌▀^ČÓĪóę¦▀ģĪó░╝┐ėĄ╚╚▒Ž▌ĪŻ╚¶║ĖĮėļŖ┴„▀^ąĪŻ¼ätĢ■«a╔·╬┤║Ė═ĖĪó╬┤╚█║ŽĄ╚╚▒Ž▌ĪŻę“┤╦Ż¼æ¬Ė∙ō■║Ė╝■│▀┤ńĪó║Ė┐p╬╗ų├Ą╚ę“╦žš¹¾w┐╝æ]Ż¼▀xō±║Ž▀mĄ─║ĖĮėļŖ┴„ĪŻčąŠ┐▀Ć░l¼FŻ¼ļŖ╗ĪļŖē║┼cļŖ╗ĪķLČ╚į┌ę╗Č©ĘČć·ā╚╩Ūš²▒╚└²║»öĄĻPŽĄĪŻ╚¶ļŖ╗ĪļŖē║▀^Ė▀Ż¼Ģ■«a╔·ÜŌ┐ūĪó╚█╔ŅČ╠Īóę¦▀ģĪóŖAį³Ą╚╚▒Ž▌ĪŻ
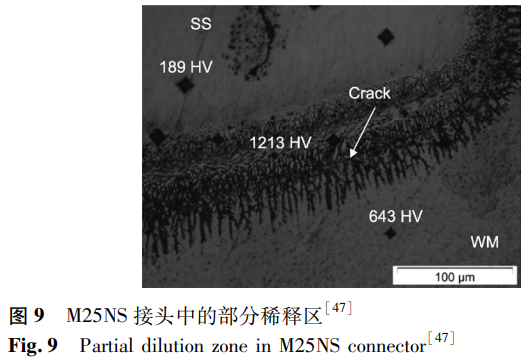
│²┴╦▀xō±║Ž▀mĄ─║ĖĮė╣ż╦ćģóöĄ═ŌŻ¼▀Ć┐╔ęį═©▀^╝ė╚ļųąķgīėĄ─ĘĮĘ©üĒĖ─╔Ų║ĖĮė┘|┴┐ĪŻOliveiraĄ╚ęįµćŌü║ŽĮ║═Inconel625×ķ╠Ņ│õ▓─┴ŽŻ¼╠ĮŠ┐┴╦▓╗═¼╠Ņ┴Žęį╝░¤ß╠Ä└Ēī”ÜÕ╗Ī║Ė║ĖĮėĮėŅ^Ą─ė░ĒæĪŻį┌ĮėŅ^ųąė^▓ņĄĮ═©▀^═Ōčė─²╣╠ą╬│╔Ą─ų”Š¦Ż¼ų”Š¦Ą─╔·ķLī¦ų┬ų”Š¦ķg┐šŽČųą┤µį┌╚▄┘|┼┼│ŌŻ¼▓ó┐╔─▄ą╬│╔Įī┘ķg╗»║Ž╬’Ż¼ę“┤╦Ż¼┴č╝yų„ę¬čžų°ų”Š¦ķgģ^ė“ą╬│╔ĪŻ¤oą“Š¦Ė±£pŠÅ┴╦╬╗ÕeĄ─▀węŲ┬╩║═įŁūėöU╔ó▀^│╠Ż¼ī¦ų┬ĮYśŗųąā╚æ¬┴”Ą─ą╬│╔Ż¼╠ß╔²┴╦Ųõė▓Č╚║═┤ÓąįĪŻŽÓ▒╚ė┌µćŌü║ŽĮ╠Ņ┴ŽŻ¼╩╣ė├Inconel625╠Ņ┴ŽĄ─ĮėŅ^═©│ŻŠ▀ėą▌^Ė▀Ą─┐╣└ŁÅŖČ╚Ż¼ūŅ╝č┐╔▀_ĄĮ286MPaĪŻī”ė┌╬┤Įø║Ė║¾¤ß╠Ä└ĒĄ─śėŲĘŻ¼į┌║Ė┐p║═─Ė▓─ų«ķgĄ─╚█║ŽŠĆ╠Äą╬│╔┴╦ŪÕ╬·Įń├µģ^ė“Ż¼╝┤▓┐ĘųŽĪßīģ^(ęŖłD9)Ż¼įōģ^ė“Ģ■╬÷│÷Įī┘ķg╗»║Ž╬’ĪŻį┌▀Mąą¤ß╠Ä└Ēų«║¾Ż¼║ĖĮėĮėŅ^ųą▓╗┤µį┌▓┐ĘųŽĪßīģ^ĪŻŪę║Ė║¾¤ß╠Ä└Ē£pąĪ┴╦ĮėŅ^ųąĄ─ÜłėÓæ¬┴”Ż¼╩╣ĮėŅ^Š▀ėąĖ³Ė▀Ą─┴”īWąį─▄ĪŻ
2.3ļŖūė╩°║Ė
ļŖūė╩°║ĖĮė╩ŪųĖė├Ė▀─▄ļŖūė╩°▐Zō¶║Ė╝■ĮėŅ^╠ÄĄ─Įī┘Ż¼╩╣Ųõ╚█╗»Č°▀_ĄĮ▀BĮė─┐Ą─Ą─╝╝ągĪŻį┌║ĖĮė▀^│╠ųąŻ¼Ė▀─▄┴┐├▄Č╚Ą─ļŖūė╩°ū▓ō¶Įī┘╣ż╝■─▄ē“«a╔·╔ŅČ°šŁĄ─┐ūŪ╗Ż¼įō┐ūŪ╗▒╗ĘQ×ķ“│ū┐ū”ĪŻė╔ė┌“│ū┐ū”ą¦æ¬Ż¼ļŖūė╩°║Ė─▄ē“╩╣║ĖĮė¤ß┴┐é„▀fĄĮ╣ż╝■ā╚▓┐Ż¼īŹ¼F╔ŅīÆ▒╚┤¾Īóūāą╬ąĪĪó╚▒Ž▌╔┘Ą─║ĖĮėą¦╣¹ĪŻšµ┐šļŖūė╩°║ĖĮėųąĄ─šµ┐šŚl╝■┐╔ęįĘ└ų╣ļŖūė╩°Ą─║─╔óŻ¼╩╣OĪóNĪóHĄ╚ėą║”į¬╦ž▀hļx║Ė┐pŻ¼Å─Č°▒▄├ŌÜŌ┐ūĄ─«a╔·║═┴”īWąį─▄Ą─ĮĄĄ═ĪŻHellbergĄ╚═©▀^╬óļŖūė╩°║Ė½@Ą├▒Ē├µ║═Įž├µ╔Ž▓╗┤µį┌╚╬║╬┴č╝yĄ─NiTi/SSĮėŅ^ĪŻė╔ė┌Š½┤_Ą─╩°ī”£╩║═┐ņ┘Ą─╩°Ų½ū¬Ż¼┐╔ę▄S½╚Ę┐žųŲ║ĖĘņųąĄ─│╔Ęų║═Ž∈Įy╠Č²x¼┤é“°Ž×─°╝§╔┘Į∙ś¶╝õŽÓĄų\╚└²ĪŻ╠ž▒¹RžŻ¼Ė∙Š▌─▄ŲūĘų╬³xß╣¹┐╔ų¬Ż¼įšVė═Ę╚█║ŽŪ°ų┼d∙ėą╠ųvŌį¬╦žŠ∙į╚╗ņ║ŽŻ¼Ą½┤µįšO²═ŌŻ¼╝ģ▓šŖĖĘņų├{┐Niį¬╦ž║═Tiį¬╦žĄ─▓┐ĘųĖ╗╝»ĪŻ▀@┐╔─▄╩Ūę“×ķ║Ė┐pųą▓┐╩Ū║ĖĮė╔ŅČ╚ūŅĖ▀Ą─ģ^ė“Ż¼å╬╬╗¾wĘe¤ß┴┐ūŅĄ═Ż¼“│ū┐ū”ų▄ć·Ą─ī”┴„┴„äė║═±R╠mĖĻ─ß┴„Š∙▓╗├„’@Ż¼ė░Ēæį¬╦žĄ─╗ņ║ŽĪŻNiuĄ╚į┌╚²ĘN▓╗═¼Śl╝■Ž┬═©▀^šµ┐šļŖūė╩°║ĖĮė▀BĮėµćŌü║ŽĮ┼c▓╗õPõōŻ¼ī”╚²ĘNĮėŅ^Ą─╬óė^ĮM┐Ś║═┴”īWąį─▄▀Mąąī”▒╚Ęų╬÷ĪŻ
2.4ļŖūĶ║Ė
ļŖūĶ║Ė╩Ūį┌╝ėē║Ą─Śl╝■Ž┬Ż¼ęįļŖ┴„═©▀^║ĖĮė▓─┴Ž╝░Įėė|╠Ä«a╔·Ą─ļŖūĶ¤ß×ķ¤ßį┤▀Mąą║ĖĮėĄ─ĘĮĘ©ĪŻLiĄ╚╠ĮŠ┐┴╦║ĖĮėļŖ┴„ęį╝░║Ė║¾└õ░╬ī”║ĖĮėĮėŅ^Ą─ė░ĒæĪŻ║ĖĮėļŖ┴„Ą─į÷┤¾╩╣║Ė┐pūāīÆŻ¼40AĮėŅ^Ą─║Ė┐pāHė╔10μmĄ─Ę┤æ¬īėĮM│╔Ż¼Č°45AĮėŅ^Ą─║Ė┐p╝ėīÆų┴40μmŻ¼│²Ę┤æ¬īė═Ō▀Ćą╬│╔┴╦NiTi╚█╗»ģ^ĪŻė╔ė┌45AĮėŅ^ųąFe2Tięį╝░╣▓Š¦Ą─š╝▒╚į÷╝ėŻ¼Ųõė▓Č╚ŽÓī”ė┌40AĮėŅ^ėą╦∙╠ßĖ▀ĪŻį┘─²╣╠Ą─Š¦Įń║═╚█╗»ģ^Ą─╣▓Š¦ūĶĄK┴╦Š¦┴ŻķgĄ─ūāą╬┼õ║ŽŻ¼ī¦ų┬Šų▓┐┤Ó╗»¼FŽ¾Ż¼▀MČ°╩╣45AĮėŅ^Ą─ė▓Č╚į┌Šų▓┐ģ^ė“’@ų°į÷╝ėĪŻ═¼ĢrŠų▓┐┤Ó╗»╩╣45AĮėŅ^į┌▀_ĄĮæ¬┴”ŲĮ┼_ūŅ┤¾æ¬ūāų«Ū░░l╔·öÓ┴čŻ¼ī¦ų┬Ųõ┐╣└Łąį─▄É║╗»Ż¼Ą═ė┌40AĮėŅ^Ą─┐╣└Łąį─▄(440MPa║═7.9%)ĪŻ║Ė║¾└õ░╬╩╣ę“Š¦┴Ż┤ų╗»Č°▄ø╗»Ą─¤ßė░Ēæģ^Ą├ĄĮ▓┐Ęų╗ųÅ═Ż¼Ūę└õ░╬║¾Ą─╩š┐s╩╣═Ō▓┐▓╗õPõō╣▄Ė³╝ėŠo├▄Ąž╣╠Č©ąŠŠĆŻ¼ā╔š▀╣▓═¼ū„ė├īóĮėŅ^Ą─┐╣└ŁÅŖČ╚╠ßĖ▀ĄĮ830MPaĪŻ
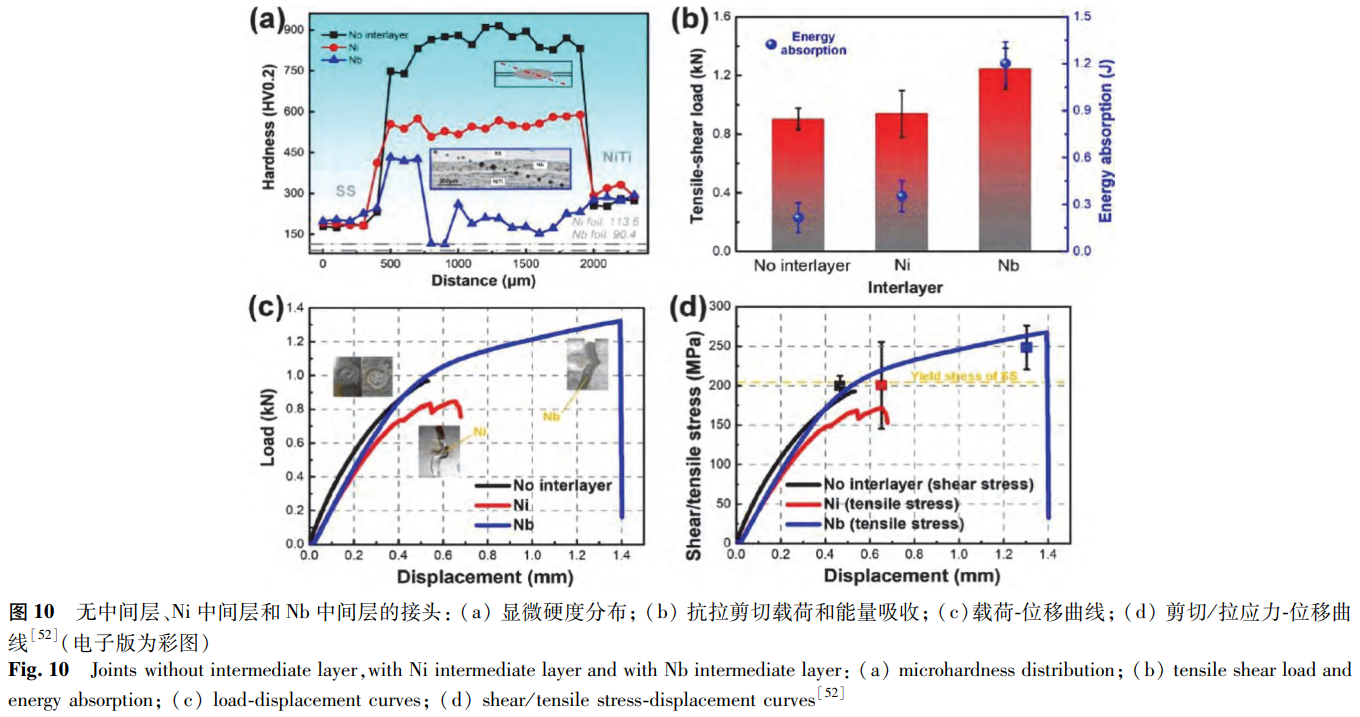
═©▀^╠µōQėą║”ŽÓ║═Ž▐ųŲ╗ņ║Ž▀@ā╔ĘNĘĮĘ©┐╔ęį┐žųŲ║ĖĮėĮėŅ^ųąĄ─Įī┘ķg╗»║Ž╬’ĪŻ×ķ┤╦Ż¼ZhangĄ╚▀xō±┴╦Ą═╚█³cNi║═Ė▀╚█³cNbū„×ķųąķgīėĪŻį┌NiųąķgīėĮėŅ^ųąŻ¼ļSų°┤ÓąįFe2TiŽÓĄ─╠µōQŻ¼ęįNi3Ti×ķų„Ą─║Ė┐pŠ▀ėąĖ³║├Ą─čėš╣ąįĪŻĄ½µćĄ─š¶░lĢ■ī¦ų┬┤¾ÜŌ┐ūĪó┐s┐ūĪó┴č╝yĄ─«a╔·Ż¼╩╣ėąą¦▀BĮė├µĘe£pąĪŻ¼įņ│╔ĮėŅ^ÅŖČ╚ĮĄĄ═ĪŻį┌NbųąķgīėĮėŅ^ųąŻ¼╚█║Žģ^▒╗╬┤╚█╚┌Ą─NbĘųļxŻ¼▀@ęųųŲ┴╦▓╗═¼╚█╚┌Įī┘ķgĄ─╗ņ║ŽŻ¼▓óį┌Įń├µ╠Äą╬│╔Ą═┤ÓąįĄ─║¼Ōē╣▓Š¦ĮYśŗĪŻįōĮėŅ^ÅŖČ╚į┌öÓ┴č▌d║╔ĘĮ├µ╠ßĖ▀┴╦38%Ż¼į┌─▄┴┐╬³╩šĘĮ├µ’@ų°╠ßĖ▀┴╦460%Ż¼╚ńłD10╦∙╩ŠĪŻė╔┤╦┐╔ų¬Ż¼Ė▀╚█³cųąķgīėŠ▀ėąīŹ¼F┐╔┐┐NiTi/SSļŖūĶ³c║ĖĮėŅ^Ą─Š▐┤¾Øō┴”ĪŻ
2.5─”▓┴║Ė
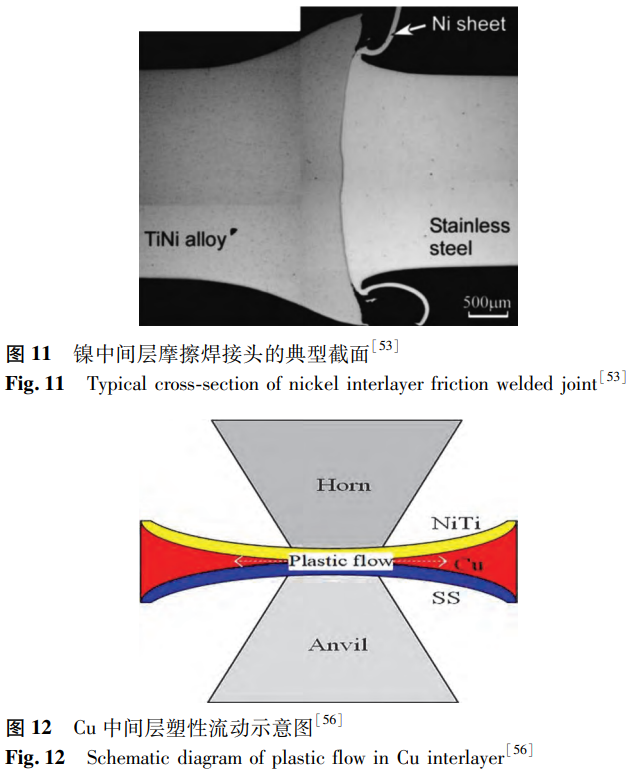
─”▓┴║Ė╩Ūį┌ē║┴”ū„ė├Ž┬Ż¼ęį║ĖĮė▓─┴ŽĮėė|├µ─”▓┴«a╔·Ą─¤ß┴┐×ķ¤ßį┤Ż¼═©▀^Įń├µĘųūėöU╔ó║═į┘ĮYŠ¦īŹ¼F║ĖĮėĄ─ĘĮĘ©ĪŻFukumotoĄ╚═©▀^Ė─ūā▐D╦┘║═ą²▐DĢrķgüĒ┐žųŲ¤ß▌ö╚ļŻ¼╠Įėæ┴╦µćųąķgīėī”─”▓┴║ĖNiTi/SSĮėŅ^(ęŖłD11)Ą─ė░ĒæĪŻ¤oųąķgīėĮėŅ^Ą─║ĖĮėĮń├µ╠Ä┤µį┌┤¾┴┐Ą─┤ÓąįŽÓFe2TiŻ¼╩╣ĮėŅ^Ą─ūŅ┤¾ÅŖČ╚āH×ķ200MPaĪŻµćųąķgīėęųųŲ┴╦┤ÓąįĮī┘ķg╗»║Ž╬’Fe2TiĄ─ą╬│╔ĪŻµćųąķgīėĮėŅ^Ą─Ni/SSĮń├µ╠ÄÄū║§¤oĮī┘ķgŽÓą╬│╔Ż¼NiTi/NiĮń├µ╠Äą╬│╔Ę┤æ¬īėNi3TiŻ¼Ni3Ti┐╔┼cNiTi╗∙¾w░l╔·╣▓Š¦Ę┤æ¬ĪŻļSų°▐D╦┘Ą─į÷╝ėŻ¼ĮėŅ^ąį─▄╠ß╔²Ż¼į┌300r⋅s−1Ą─▐D╦┘Ž┬ą²▐D5sĢr½@Ą├Ą─µćųąķgīėĮėŅ^▀_ĄĮ512MPaĄ─ÅŖČ╚ĪŻ
2.6│¼┬Ģ▓©║Ė
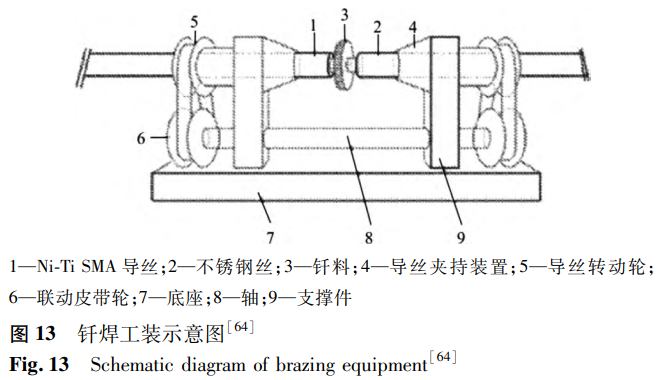
į┌│¼┬Ģ▓©║ĖĮė▀^│╠ųąŻ¼▓─┴Ž▓╗Ģ■╚█╗»Ż¼▀@ęųųŲ┴╦▀^Č╔ŽÓĄ─ą╬│╔Ż¼▀m║Ž«ÉĘNĮī┘Ą─║ĖĮėĪŻŲõ║╦ą─╩Ū│¼┬Ģš±äėŻ¼Ė▀Ņl│¼┬Ģš±äėėąų·ė┌┤┘▀M║ĖĮėĢr▓─┴ŽĄ─┬Ģ▄ø╗»ĪŻį┌īŹļHĄ╚ą¦▄ø╗»ą¦╣¹Ą─Śl╝■Ž┬Ż¼¤ß▄ø╗»╦∙ąĶĄ─¤ß─▄▌ö╚ļ╩Ū│¼┬Ģ─▄┴┐Ą─107▒ČĪŻChenĄ╚░l¼F╬┤╠Ē╝ėųąķgīėĄ─NiTi/SS│¼┬Ģ▓©³c║ĖĮėŅ^Š▀ėąÖCąĄ╗źµiĮYśŗŻ¼┐╣└ŁÅŖČ╚┐╔▀_ĄĮ404.71NĪŻAoĄ╚ųŲéõ┴╦Š▀ėąCuųąķgīėĄ─NiTi/SS│¼┬Ģ▓©³c║ĖĮėŅ^Ż¼▓ó蹊┐┴╦▓╗═¼║ĖĮė─▄┴┐▌ö╚ļī”ĮėŅ^Ą─ė░ĒæĪŻčąŠ┐░l¼FŻ¼║ĖĮėĢrĄ─Įėė|ē║┴”▓╗Š∙ä“ī¦ų┬Cuųąķgīė░l╔·╦▄ąį┴„äė(ęŖłD12)Ż¼╩╣ĮėŅ^Ą─║ĖĮėĮń├µ│╩¼F│÷NiTi/Cu/304SSĮń├µ║═NiTi/304SSĮń├µā╔ĘNŅÉą═ĪŻį┌▓╗═¼─▄┴┐▌ö╚ļŽ┬Ż¼«ÉĘNĮėŅ^Ą─ā╔éĆĮń├µ╠ÄŠ∙╬┤░l¼FĮī┘ķg╗»║Ž╬’ĪŻį┌ąį─▄ĘĮ├µŻ¼ŲĮŠ∙└Ł╔ņ╝¶Ūą▌d║╔Ž╚į÷║¾£pŻ¼į┌750JĢr▀_ĄĮ690NĄ─ūŅ┤¾ųĄĪŻ▀@╩Ūę“×ķļSų°─▄┴┐▌ö╚ļĄ─į÷┤¾Ż¼¤ß▌ö╚ļį÷╝ėŻ¼▓─┴Ž▄ø╗»Ż¼Ń~ųąķgīė╦▄ąįūāą╬Ż¼╩╣Ą├ĮY║Žģ^öUš╣ĄĮš¹éĆĮń├µŻ¼ĮėŅ^ąį─▄’@ų°╠ß╔²ĪŻ«ö─▄┴┐▌ö╚ļ▀^┤¾ĢrŻ¼ė╔ė┌Ń~ųąķgīėĄ─öÓ┴čŻ¼µćŌü║ŽĮ┼c▓╗õPõōų▒ĮėĮėė|Ż¼ĮėŅ^ąį─▄ĮĄĄ═ĪŻChenĄ╚╩╣ė├Alųąķgīė▀Mąą┴╦ŽÓ╦ŲĄ─蹊┐Ż¼õXųąķgīėĄ─╦▄ąį┴„äėę▓«a╔·┴╦ļpĮń├µĪŻ▓╗═¼Ą─╩ŪŻ¼║ĖĮė─▄┴┐▌^Ė▀ĢrŻ¼Įń├µ╠ÄĢ■ą╬│╔Fe4Al13┤ÓąįŽÓĪŻ«ö║ĖĮė─▄┴┐▀mųąĪóĮń├µÖCąĄ┬ōµi│╠Č╚Ė▀Īóį¬╦žöU╔óŠÓļxķLĪó▓╗┤µį┌▀B└m┤ÓąįŽÓĢrŻ¼ĮėŅ^ąį─▄ūŅ╝čĪŻ
2.7ŌF║Ė
ŌF║ĖŠ▀ėą¬Ü╠žĄ─ā׳cŻ¼║Ė║¾▓─┴Ž╬óė^ĮYśŗūā╗»▌^ąĪŻ¼┐╔ęį▀BĮėÅVĘ║▓╗═¼Ą─▓─┴ŽŻ¼▒╚╚ńĮī┘-╠š┤╔ĮėŅ^ĪŻį┌ŌF║Ė▀^│╠ųąŻ¼āHŌF┴Ž╚█╗»Ż¼║Ė▓─▓╗╚█╗»Ż¼╚█╗»║¾ŌF┴Ž┼c╣╠æB║Ė▓─Ą─▀BĮė═©▀^Č╠ŠÓļxöU╔óÖCųŲīŹ¼FĪŻ╠Ņ│õĮī┘╩ŪŌF║ĖĄ─ĻPµIŻ¼ąĶę¬┐╝æ]╠Ņ┴ŽĄ─┴”īWąį─▄ĪóØÖرąįĪó┼c║Ė▓─┐╔─▄ą╬│╔Ą─Įī┘ķg╗»║Ž╬’Ą╚ĪŻĻÉą▐äPĄ╚▀xō±AuSi╣▓Š¦ŌF┴Žī”µćŌü║ŽĮ┼c▓╗õPõō▀MąąŌF║ĖŻ¼░l¼FļSų°ŌF║Ė£žČ╚Ą─╔²Ė▀Ż¼į¬╦žĄ─öU╔ó╦┘Č╚į÷┤¾Ż¼ĮėŅ^▓╗õPõōé╚Ą─(Fe,Cr)5Si3Ņw┴ŻųØuį÷╝ėŻ¼Å─Č°╩╣║ĖĮėĮėŅ^Ą─┐╣╝¶ÅŖČ╚Ž╚į÷║¾£pŻ¼į┌600ĪµĢr▀_ĄĮ34MPaĄ─ūŅ┤¾ųĄĪŻ
Ńy║═Ńy╗∙ŌF┴ŽĄ─╚█³cĄ═Ż¼į┌ŌF║Ėųąæ¬ė├▌^ÅVĪŻShiueĄ╚ųŲéõ┴╦╩╣ė├ā╔ĘN▓╗═¼Ag-Cu-TiŃy╗∙ŌF┴Ž(Cusil-ABAĪóTicusil)Ą─╝t═ŌŌF║ĖĮėŅ^Ż¼īó▓╗═¼║ĖĮė£žČ╚║═║ĖĮėĢrķgĄ─Ė„ĮėŅ^▀Mąąī”▒╚Ż¼Ą├│÷į┌950ĪµŽ┬║ĖĮė60sĄ─TicusilĮėŅ^Ą─╝¶ŪąÅŖČ╚ūŅĖ▀Ż¼┐╔▀_ĄĮ237MPaĪŻ
└Ņ├„Ė▀▀xō±Ńy╗∙ŌF┴Ž║═╝ż╣ŌŌF║ĖĘĮĘ©▀BĮėµćŌü║ŽĮ┼c▓╗õPõōŻ¼═©▀^Č■┤╬╗žÜwĮM║ŽįOėŗ╝░▀zé„╦ŃĘ©ā×╗»Ńy╗∙ŌF┴ŽĄ─│╔ĘųŻ¼½@Ą├ŌF┴ŽĄ─ūŅā×│╔ĘųŻ║51%~53%AgĪó21%~23%CuĪó17%~19%ZnĪó7%~9%SnĪŻLiĄ╚▒╚▌^┴╦╚²ĘNŃy╗∙ŌF┴ŽĮėŅ^Ą─’@╬óĮM┐Ś║═ąį─▄Ż¼░l¼FAg-22Cu-18Zn-8SnŌF┴ŽĖ³Š▀æ¬ė├Øō┴”ĪŻ═¼ĢrŻ¼ļSų°ŌF┴ŽųąZnį¬╦ž║═Snį¬╦ž║¼┴┐Ą─į÷╝ėŻ¼ŌF┴Žī”µćŌü║ŽĮ╝░▓╗õPõōĄ─ØÖرąį╠ßĖ▀Ż¼║ĖĮė╦∙ąĶ╝ż╣Ō▌ö│÷╣”┬╩£pąĪŻ¼ŌF║ĖĢrķg┐sČ╠Ż¼║ĖĮėĮėŅ^Ą─┐╣└ŁÅŖČ╚į÷┤¾Ż¼Ą½æ¬ūā£pąĪĪŻį┌┤╦╗∙ĄA╔ŽŻ¼LiĄ╚▀Mę╗▓Į蹊┐╣ż╦ćģóöĄĄ─ė░ĒæĪŻļSų°╝ż╣Ō▌ö│÷╣”┬╩║═ŌF║ĖĢrķgĄ─į÷╝ėŻ¼¤ßė░Ēæģ^Ą─’@╬óĮM┐Ś┤ų╗»Ż¼▀@įņ│╔┴╦ė▓Č╚Ą─ĮĄĄ═ĪóµćŌü║ŽĮ¤ßė░Ēæģ^│¼ÅŚąį║═ą╬ĀŅėøæøą¦æ¬Ą─£p╚§ĪŻQiuĄ╚Ą─蹊┐’@╩Š│÷ŅÉ╦ŲĄ─ĮY╣¹Ż¼į┌║Ž▀mĄ─╣ż╦ćģóöĄŽ┬Ż¼ĮėŅ^ÅŖČ╚┐╔ęį▀_ĄĮ320~360MPaĪŻ
ķÉķ_µ├Ą╚╣½ķ_┴╦ę╗ĘNč¬╣▄ā╚µćŌü║ŽĮī¦ĮzĪóī¦Įz║ĖĮė╣żčb╝░ī¦Įz║ĖĮėĘĮĘ©ĪŻ║ĖĮė╣żčb╚ńłD13╦∙╩ŠŻ¼į┌ÜÕÜŌ▒ŻūoÜŌĘšŽ┬Ż¼└¹ė├ŖAŠ▀▀B└m▐DäėŠĆ▓─▀Mąą╝ż╣ŌąĪ╣Ō░▀ČÓ³cŁh└@╝ė¤ßŻ¼╩╣ŌF┴Ž╚█╗»░³Ė▓į┌ļA╠▌ĀŅČ╦Ņ^╔ŽŻ¼═Ļ│╔µćŌü║ŽĮ┼c▓╗õPõōĄ─Č╦▓┐▀BĮėĪŻ
2.8Ųõ╦¹║ĖĮė╝╝ąg
│²ęį╔ŽÄūĘN║ĖĮėĘĮĘ©═ŌŻ¼Ų¹╗»▓Łų┬äėŲ„║ĖĪó┼÷ū▓ī”║ĖĪó╦▓Ģrę║ŽÓöU╔ó║ĖĪóā”─▄║ĖĄ╚į┌µćŌü║ŽĮ┼c▓╗õPõō║ĖĮėĘĮ├µĄ─蹊┐ę▓▒╗ł¾Ą└ĪŻ╦▓Ģrę║ŽÓöU╔ó║Ė╚┌║Ž┴╦ŌF║Ė║═╣╠ŽÓöU╔ó║ĖĄ─ā×ä▌Ż¼▓╗āH─▄ē“īŹ¼FĖ▀ÅŖČ╚ŪęĄ═┤ÓąįĄ─▀BĮėŻ¼▀Ć▒▄├Ō┴╦ī”Ė▀ē║┴”Ą─ąĶŪ¾ĪŻ└Ņ╝tĄ╚ęįAgCu×ķųąķgīė▀Mąą╦▓Ģrę║ŽÓöU╔ó║ĖŻ¼╦∙½@NiTi/SSĮėŅ^Ą─ūŅ┤¾┐╣╝¶ÅŖČ╚▀_ĄĮ239MPaĪŻ└ŅČ┼╩╣ė├Å═║ŽųąķgīėTi/CuŻ¼į┌1100Īµ▒Ż£ž20minŻ¼4GPaē║┴”Ž┬ī”µćŌü║ŽĮ┼c▓╗õPõō▀Mąą╦▓Ģrę║ŽÓöU╔ó║ĖĮėĪŻ┼c│Żē║Ž┬ųŲéõĄ─ĮėŅ^ŽÓ▒╚Ż¼įōĮėŅ^Š▀ėą▌^╔┘Ą─╚▒Ž▌║═Įī┘ķg╗»║Ž╬’Īó▌^║├Ą─╝¶ŪąÅŖČ╚(194.6MPa)ĪŻ┼÷ū▓ī”║Ė╩Ū═©▀^═╗╚╗┼÷ū▓┐ņ╦┘▀BĮėĄ─ĘĮĘ©Ż¼įōĘĮĘ©£p╔┘┴╦ā╚ē║ą╬│╔Ą─āAŽ“ĪŻLiĄ╚═©▀^▓╗═¼╦┘Č╚Ą─┼÷ū▓ī”║Ė½@Ą├NiTi/SSĮėŅ^ĪŻį┌40mm/sĄ─┼÷ū▓╦┘Č╚Ž┬Ż¼ĮėŅ^Ą─ÅŖČ╚ūŅĖ▀Ż¼▀_ĄĮ(522±41)MPaĪŻ
3Īó║Ė║¾¤ß╠Ä└Ē
║Ė║¾═╦╗╩Ūę╗ĘN│ŻęŖĄ─╣ż╦ćŻ¼Ųõ═©▀^ßīĘ┼║ĖĮėģ^Ą─ÜłėÓæ¬┴”üĒ╠ßĖ▀║ĖĮėĮėŅ^Ą─┴”īWąį─▄ĪŻ║Ė║¾▓─┴Žį┌═╦╗▀^│╠ųąĮø▀^╗žÅ═║═į┘ĮYŠ¦Ž¹│²╚▒Ž▌Ż¼╚╗Č°Ż¼╚ń╣¹═╦╗£žČ╚▀^Ė▀╗“▒Ż£žĢrķg▀^ķLŻ¼Ģ■ę²Ųęčą╬│╔Ą─Ą╚▌SŠ¦┴Żį┌Š¦Įń╠Ä╚┌║ŽŻ¼▀MČ°┤┘╩╣Š¦┴Ż▀Mę╗▓Į╔·ķL▓óĖ─ūāą╬ĀŅĪŻ▀@ĘNŪķørŽ┬Ż¼▀^┤¾Ą─Š¦┴ŻĢ■ĮĄĄ═║Ė║¾▓─┴ŽĄ─ąį─▄ĪŻ┤╦═ŌŻ¼└õģs╦┘Č╚┐╔ęįė░Ē抦┴Ż│▀┤ń║═Š¦¾wĮYśŗĄ─ą╬│╔Ż¼╦┘Č╚▀^┐ņ┐╔─▄Ģ■ī¦ų┬æ¬┴”Ą─ųžą┬«a╔·ĪŻę“┤╦Ż¼═╦╗£žČ╚Īó▒Ż£žĢrķgęį╝░└õģs╦┘Č╚╩Ūė░Ēæ║Ė║¾═╦╗╣ż╦ćĄ─ųžę¬ę“╦žĪŻ└ŅĮŁ┤©Ą╚╠Į╦„┴╦▓╗═¼═╦╗▒Ż£žĢrķgī”▓╗õPõōĄ─ė░ĒæŻ¼čąŠ┐▒Ē├„Ż¼ļSų°▒Ż£žĢrķgĄ─čėķLŻ¼Š¦┴Ż╔·ķL╦┘Č╚Ž╚į÷║¾£pŻ¼═╦╗║¾└Ł╔ņÅŖČ╚¤o├„’@ūā╗»Ż¼╦▄ąįĄ├ĄĮ’@ų°╠ß╔²Ż¼▒Ē├µė▓Č╚ųØuĮĄĄ═ĪŻ
AsadiĄ╚蹊┐┴╦║Ė║¾═╦╗£žČ╚ī”╝ż╣Ō║ĖĮėNiTi/SSĮėŅ^Ą─ė░ĒæĪŻSEMĮY╣¹’@╩ŠŻ¼Įø▀^100Īµ║═200ĪµĄ─═╦╗║¾Ż¼ĮėŅ^Ą─’@╬óĮM┐Śø]ėą├„’@ūā╗»ĪŻČ°į┌300Īµ═╦╗Ą─ĮėŅ^ųąė^▓ņĄĮ▌^┤¾Ą─ų”Š¦ĮYśŗĪŻŽÓĮM│╔ĘĮ├µŻ¼ŽÓ▌^ė┌¤o║Ė║¾═╦╗╠Ä└ĒĄ─ĮėŅ^Ż¼100Īµ║═200ĪµĄ─═╦╗╠Ä└Ēī”╬’ŽÓ¤o├„’@ė░ĒæŻ¼Ą½300ĪµĄ─¤ß╠Ä└ĒĢ■ī¦ų┬Įī┘ķg╗»║Ž╬’į÷╝ė(ęŖłD14a)ĪŻę“┤╦Ż¼║ĖĮėĮėŅ^Ą─ė▓Č╚║═└Ł╔ņąį─▄Š∙ļS═╦╗£žČ╚Ą─╔²Ė▀Č°Ė─╔ŲŻ¼Ą½═╦╗£žČ╚▀_ĄĮ300ĪµĢr┴”īWąį─▄É║╗»ĪŻ╚ńłD14b╦∙╩ŠŻ¼200ĪµĮėŅ^Š▀ėąūŅĖ▀Ą─┐╣└ŁÅŖČ╚Ż¼ŲõųĄĖ▀▀_310MPaŻ¼╩Ū╬┤¤ß╠Ä└ĒĮėŅ^┐╣└ŁÅŖČ╚Ą─1.91▒ČĪŻČ°300ĪµĮėŅ^Ą─┐╣└ŁÅŖČ╚āH×ķ129MPaŻ¼Ą═ė┌╬┤¤ß╠Ä└ĒĮėŅ^ĪŻŅÉ╦ŲĄ─蹊┐ę▓│╩¼F│÷ŽÓ═¼Ą─ĮY╣¹Ż¼Įø▀^200Īµ║Ė║¾¤ß╠Ä└ĒĄ─śėŲĘĄ─┐╣└ŁÅŖČ╚ė╔213MPa╠ßĖ▀ĄĮ393MPaŻ¼─═Ė»╬gąį─▄ę▓Ą├ĄĮ╠ßĖ▀ĪŻ
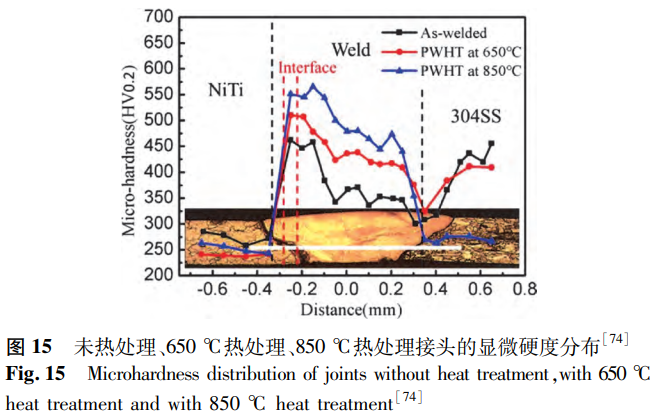
ChenĄ╚蹊┐┴╦║Ė║¾═╦╗╣ż╦ćī”ęįµć×ķųąķgīėĄ─NiTi/SSĮėŅ^Ą─ė░ĒæĪŻčąŠ┐▒Ē├„Ż¼╬┤¤ß╠Ä└ĒĮėŅ^Ą─NiTi/NiĮń├µ┐╔Ęų×ķā╔īėŻ¼ļSų°║Ė║¾¤ß╠Ä└Ē£žČ╚Ą─╔²Ė▀Ż¼NiTi/NiĮń├µ║═║Ė┐p╠Ä╬÷│÷įĮüĒįĮČÓĄ─Ni3TiĮī┘ķg╗»║Ž╬’Ż¼į┌850°CĮėŅ^Ą─NiTi/NiĮń├µųąęč╚½▓┐▐Dūā×ķNi3TiŽÓĪŻ▀@╩╣Ą├╦∙ėąĮėŅ^Ą─ė▓Č╚į┌NiTi/NiĮń├µ▀_ĄĮūŅ┤¾Ż¼Ūę║ĖĮėģ^ė▓Č╚ļSų°═╦╗£žČ╚Ą─╔²Ė▀Č°╠ßĖ▀Ż¼╚ńłD15╦∙╩ŠĪŻė╔ė┌║Ė║¾¤ß╠Ä└Ē╩╣ĮėŅ^ĮM┐ŚųØu┌ģė┌Š∙ä“╗»Ż¼║Ė┐pĄ─ūŅ┤¾ė▓Č╚┼cŲĮŠ∙ė▓Č╚ų«ķg▓ŅųĄ£pąĪŻ¼ĮėŅ^Ą─┐╣└ŁÅŖČ╚╠ßĖ▀Ż¼į┌850ĪµĮėŅ^ųą▀_ĄĮ643MPaĄ─ūŅ┤¾ųĄŻ¼╩Ū╬┤¤ß╠Ä└ĒĮėŅ^┐╣└ŁÅŖČ╚Ą─2.12▒ČĪŻę“┤╦Ż¼║Ė║¾¤ß╠Ä└Ē┐╔ęįĖ─╔Ų║ĖĮėĮėŅ^Ą─ąį─▄Ż¼Ą½×ķ┴╦▀_ĄĮŅAŲ┌ą¦╣¹Ż¼ąĶę¬▀xō±║Ž▀mĄ─¤ß╠Ä└Ē╣ż╦ćĪŻ
4Īó┐éĮY║═š╣═¹
µćŌü║ŽĮĄ──═Ė»╬gąį║═│¼ÅŚąį╩╣Ųõį┌É║┴ėŁhŠ│Ž┬▒Ē¼F│÷╔½Ż¼Č°▓╗õPõōŠ▀ėą┴╝║├Ą─╝ė╣żąį─▄║═│╔▒Šā×ä▌Ż¼ę“┤╦Ż¼µćŌü║ŽĮ┼c▓╗õPõōĄ─║ĖĮėÅVĘ║æ¬ė├ė┌╣żśIųŲįņŅIė“Ż¼╚ń─═Ė»╬g╣▄Ą└Īóē║┴”╚▌Ų„Ą╚įOéõĪŻµćŌü║ŽĮĄ─│¼ÅŚąį║═ą╬ĀŅėøæø╠žąį╩╣Ųõ─▄ē“▀mæ¬Å═ļsĄ─ļŖūėį¬╝■ĮYśŗŻ¼Č°▓╗õPõō╠ß╣®┴╝║├Ą─ī¦ļŖąį║═ÖCąĄÅŖČ╚Ż¼╣╩Č°Ż¼µćŌü║ŽĮ┼c▓╗õPõōĄ─║ĖĮė┐╔æ¬ė├ė┌╚ßąįļŖ┬Ę░ÕĄ╚ļŖūėįOéõŅIė“ĪŻµćŌü║ŽĮ┼c▓╗õPõōų«ķgīŹ¼Fā׫ɥ─║ĖĮėą¦╣¹Ż¼▓╗āH─▄ē“═Ųäė▒ŖČÓŅIė“Ą─▀Mę╗▓Į░lš╣Ż¼Č°Ūęėąų·ė┌×ķµćŌü║ŽĮ┼cŲõ╦¹«ÉĘN▓─┴ŽĄ─║ĖĮė蹊┐╠ß╣®ĮĶĶbŻ¼ę“┤╦Š▀ėąųžę¬Ą─╩╣ė├ārųĄ║═└ĒšōęŌ┴xĪŻ╚╗Č°Ż¼į┌µćŌü║ŽĮ┼c▓╗õPõōĄ─«ÉĘN║ĖĮė▀^│╠ųąŻ¼┤µį┌ā╔éĆĻPµI╠¶æŻ║ę╗╩Ū┤ÓąįĮī┘ķg╗»║Ž╬’Ą─ą╬│╔Ż¼Č■╩Ū┴č╝y║═ÜłėÓæ¬┴”Ą─«a╔·ĪŻŲõųąŻ¼Įī┘ķg╗»║Ž╬’ū„×ķ║ĖĮėĮėŅ^┴”īWąį─▄Ž┬ĮĄĄ─ų„ę¬ę“╦žŻ¼╩╝ĮK╩ŪįōŅIė“蹊┐Ą─ųž³cī”Ž¾ĪŻ×ķ┤╦Ż¼▒Š╬─Ų╩╬÷┴╦«ÉĘN║ĖĮė▀^│╠ųą╦∙├µ┼RĄ─ų„ę¬╠¶æ╝░ā╚į┌ÖCųŲŻ¼įö╝ÜŠC╩÷┴╦╝ż╣Ō║ĖĪóÜÕ╗Ī║ĖĪóļŖūė╩°║ĖĪóļŖūĶ║ĖĪó─”▓┴║ĖĪó│¼┬Ģ▓©║ĖĪóŌF║ĖĄ╚║ĖĮė╝╝ągĄ─蹊┐▀Mš╣Ż¼▓ó╔Ņ╚ļ╠Įėæ┴╦║ĖĮė▀^│╠ęį╝░║Ė║¾¤ß╠Ä└Ēī”NiTi/SSĮėŅ^Ą─╬óė^ĮYśŗ║═┴”īWąį─▄Ą─ė░ĒæĪŻĮY║ŽčąŠ┐¼FĀŅ║═æ¬ė├ąĶŪ¾Ż¼╚ń║╬ėąą¦ęųųŲĮī┘ķg╗»║Ž╬’Ą─ą╬│╔╚į╩Ū╬┤üĒ蹊┐Ą─ųž³cĪŻĮ±║¾┐╔ęįÅ─ęįŽ┬ÄūéĆĘĮ├µ▀Mę╗▓Į╠Į╦„ĪŻ
(1)ā×╗»║ĖĮė╣ż╦ćĪŻ║Ž▀mĄ─║ĖĮėĘĮĘ©║═╣ż╦ćģóöĄ╩ŪīŹ¼F│╔╣”║ĖĮėĄ─ĻPµIĪŻĖ„ĘN║ĖĮėĘĮĘ©Š∙ėąŲõ╠žėąĄ─ā×ä▌║═ŠųŽ▐ąįŻ¼Č°╣╠æB║ĖĖ³ėą└¹ė┌▒▄├ŌĮī┘ķg╗»║Ž╬’Ą─«a╔·ĪŻ├┐ĘN║ĖĮėĘĮĘ©Č╝ėąŲõī”æ¬Ą─ųžę¬╣ż╦ćģóöĄŻ¼╚ńÜÕ╗Ī║ĖĄ─ļŖ╗ĪļŖē║Īó║ĖĮėļŖ┴„ĪóÜŌ¾w┴„┴┐Ą╚Ż¼╝ż╣Ō║ĖĄ─╝ż╣Ō▓©ķLĪó╣”┬╩Īó─Ż╩ĮĪóĮ╣³c┤¾ąĪ║═╬╗ų├Ą╚ĪŻīŹļH║ĖĮėĢrŻ¼æ¬Ė∙ō■▓─┴ŽĄ─│▀┤ńĪóą╬ĀŅĄ╚▀xō±║Ž▀mĄ─║ĖĮėĘĮĘ©╝░╣ż╦ćģóöĄŻ¼Å─Č°½@Ą├ąį─▄ā׫ɥ─║ĖĮėĮėŅ^ĪŻ╬┤üĒŻ¼║ĖĮė╝╝ągīóĖ³╝ėųŪ─▄╗»Ż¼═©▀^ę²╚ļūįäė╗»ŽĄĮy║═ÖCŲ„╚╦╝╝ągīóīŹ¼F║ĖĮė▀^│╠Ą─īŹĢr▒O┐ž║═ģóöĄā×╗»ĪŻ
(2)╠Ē╝ėųąķgīėĪŻ×ķ┐žųŲĮī┘ķg╗»║Ž╬’Ą─ą╬│╔Ż¼ųąķgīėėą╠µōQėą║”ŽÓĪóŽ▐ųŲ╗ņ║Žā╔ĘN▀xō±▓▀┬įŻ¼▒╚╚ńĄ═╚█³cĄ─Ni║═Ė▀╚█³cĄ─NbĪŻį┌▀xō±ųąķgīė▓─┴ŽĢrŻ¼æ¬│õĘų┐╝æ]īŹļHæ¬ė├ę¬Ū¾Ż¼╚ńį┌ßt»¤Ų„ąĄŅIė“æ¬┐╝æ]ųąķgīėĄ─ČŠąį╝░Ųõī”╚╦¾wĄ─╬Ż║”ĪŻ┤╦═ŌŻ¼ųąķgīėĄ─║±Č╚ę▓ī”║ĖĮėą¦╣¹ėą╦∙ė░ĒæĪŻīżšęą┬Ą─ųąķgīė▓─┴Ž╝░Ųõ║±Č╚╩ŪĖ─╔Ų║ĖĮėĮėŅ^ąį─▄Ą─┐╔ąąĘĮĘ©ĪŻ
(3)║Ė║¾¤ß╠Ä└ĒĪŻ║Ė║¾¤ß╠Ä└Ēū„×ķę╗ĘN▓─┴Ž╝ė╣ż╣ż╦ć─▄ĮĄĄ═║ĖĮėĮėŅ^Ą─ÜłėÓæ¬┴”Ż¼╩╣ĮM┐ŚŠ∙ä“╗»ĪŻā×╗»║Ė║¾¤ß╠Ä└ĒģóöĄ(¤ß╠Ä└Ē£žČ╚Īó▒Ż£žĢrķgęį╝░└õģs╦┘Č╚)─▄ē“ėąą¦╠ß╔²║ĖĮėĮėŅ^Ą─ąį─▄ĪŻ
(4)│²┴╦ęį╔ŽĘĮĘ©ų«═ŌŻ¼▀Ć┐╔ęį▀Mę╗▓Į╠Į╦„═Ō╝ė┤┼ł÷Īó¤ßį┤Ų½ęŲĪó╩®╝ėĒöÕæ┴”Īó└õ░╬Īó▓╗═¼║ĖĮėĘĮĘ©ŽÓ╗źĮM║ŽĄ╚ĘĮĘ©üĒ╠ßĖ▀µćŌü║ŽĮ┼c▓╗õPõōĄ─║ĖĮėąį─▄Ż¼▓ó×ķ蹊┐«ÉĘN▓─┴ŽĄ─║ĖĮė╠ß╣®└Ēšō╗∙ĄAĪŻ
ģó┐╝╬─½I
1 Oliveira J P, Fernandes F M B, Schell N,et al. Materials Letters,2016,171,273.
2 Otsuka K,Ren X. Progress in Materials Science,2005,50(5),511.
3 Hartl D J, Lagoudas D C. Proceedings of the Institution of Mechanical En-gineers,Part G: Journal of Aerospace Engineering,2007,221(4),535.
4 Strittmatter J, Clipa V, Gheorghita V, et al. Journal of Materials Engi-neering and Performance,2014,23(7),2696.
5 Petrini L, Migliavacca F. Journal of Metallurgy,2011,2011,1.
6 Morgan N B. Materials Science and Engineering: A,2004,378(1-2),16.
7 Asadi S, Saeid T, Valanezhad A, et al. Journal of the Mechanical Be-havior of Biomedical Materials,2020,109,103818.
8 Yang X F, Ban H Y, Shi Y J, et al. Thin-Walled Structures, 2024,202Ż¼112104.
9 Yan X J, Yang D Z, Liu L M. Transactions of the China Welding Institu-tion,2004,25(3),121(in Chinese).
ķÉąĪ▄ŖŻ¼ŚŅ┤¾ųŪŻ¼äó└Ķ├„.║ĖĮėīWł¾Ż¼2004Ż¼25(3)Ż¼121.
10 Pouquet J, Miranda R M, Quintino L, et al. International Journal of Ad-vanced Manufacturing Technology,2012,61(1-4),205.
11 Tang W J, Tan J H, Gu X L. Nonferrous Metal Materials and Engineering,2019,40(2),46(in Chinese).
╠Ų╬─Š┤Ż¼ūT╝ę║ĻŻ¼╣╚č®╔Å.ėą╔½Įī┘▓─┴Ž┼c╣ż│╠Ż¼2019Ż¼40(2)Ż¼46.
12 Zhou H K. Study on microstructure and properties of laser welding joints between NiTi alloy and stainless steel. Master's Thesis, North China University of Science and Technology, China, 2022(in Chinese).
ų▄║ŻīÆ.µćŌü║ŽĮ┼c▓╗õPõō╝ż╣Ō║ĖĮėĮėŅ^╬óė^ĮM┐Ś╝░ąį─▄Ą─蹊┐.┤T╩┐īW╬╗šō╬─Ż¼╚A▒▒└Ē╣ż┤¾īWŻ¼2022.
13 Pardal G,Gangulary S, Williams S,et al. The International Journal of Ad-vanced Manufacturing Technology,2016,86(5-8),1139.
14 Kou S. Welding metallurgy, Second Edition, John Wiley& Sons Inc,USA,2002,pp.174.
15 Wang X N, Wang J, Chen X M, et al. Journal of Mechanical Engineering,2019,55(10),42(in Chinese).
═§Ģį─ŽŻ¼═¶Į▄Ż¼ĻÉŽ─├„Ż¼Ą╚.ÖCąĄ╣ż│╠īWł¾Ż¼2019Ż¼55(10)Ż¼42.
16 Farhang B, Tanrikulu A A, Ganesh-Ram A, et al. Journal of Materials Processing Technology,2023,314,117888.
17 Vannod J, Bornett M, Bidaux J E, et al. Acta Materialia, 2011, 59(17),6538.
18 Niu H,Jiang H C,Zhao MJ,et al. Journal of Materials Science& Tech-nology,2021,61,16.
19 Zhang C,Zhao S,Sun X M,et al. Corrosion Science,2014,82,404.
20 Zhang C, Sun X H, Hou X, et al. International Journal of Medical Sciences,2013,10(8),1068.
21 Li M G,Sun D Q,Qiu X M,et al. Materials Science and Engineering:A,2006,441(1-2),271.
22 Li J X, Panton B, Liang S X, et al. Materials Today Communications,2020Ż¼25Ż¼101306.
23 Lin Y Z, Wu W Q. Management& Technology of SME, 2020, 26(7),194(in Chinese).
┴ųęŃžæŻ¼╬ķ═µŪ’.ųąąĪŲ¾śI╣▄└Ē┼c┐Ų╝╝Ż¼2020Ż¼26(7)Ż¼194.
24 Zhang D N. Study on HEA powder design and microstructure and proper-ties of NiTi SMA/304 SS laser welding. Master's Thesis, Beijing Univer-sity Of Technology, China, 2022(in Chinese).
ÅłČ¼─▌.NiTi SMA/304SS╝ż╣Ō║ĖHEA╠Ņ│õĘ█─®įOėŗ╝░ĮėŅ^ĮM┐Śąį─▄蹊┐.┤T╩┐īW╬╗šō╬─Ż¼▒▒Š®╣żśI┤¾īWŻ¼2022.
25 Hahnlen R, Fox G, Dapino M J. Journal of Intelligent Material Systems and Structures,2012,24(8),945.
26 Parimanik S R, Mahapatra T R, Mishra D, et al. E3S Web of Confe-rences,2023,391,01167.
27 Liu Y Q, Zhang Y, Zhou J P, et al. Materials Letters, 2023, 350,134961.
28 Asadi S, Saeid T, Valanezhad A, et al. Journal of Manufacturing Proces-ses,2020,55,13.
29 Li H M,Sun D Q,Cai XL,et al. Materials& Design,2012,39,285.
30 Zhou H K, Yang H L. Hot Working Technology,2024,53(19),29(in Chinese).
ų▄║ŻīÆŻ¼ŚŅ║Ż¹É.¤ß╝ė╣ż╣ż╦ćŻ¼2024Ż¼53(19)Ż¼29.
31 Li H M,Sun D Q,Gu X Y,et al. Materials& Design,2013,50,342.
32 Li H M, Sun D Q, Cai X L, et al. Optics& Laser Technology, 2013,45,453.
33 Zhang Y, Zeng H Y, Zhou J P, et al. Optics& Laser Technology, 2020,131Ż¼106372.
34 Shojaei Zoeram A, Rahmani A, Akbari Mousavi S A A. Journal of Ma-nufacturing Processes,2017,26,355.
35 Ng CH, Mok E S H, Man H C. Journal of Materials Processing Techno-logy,2015,226,69.
36 Wang H W, Xie J L, Chen Y H, et al. Journal of Materials Research and Technology,2022,18,1028.
37 LiMG,Sun D Q,Qiu X M,et al. Science and Technology of Welding and Joining,2007,12(2),183.
38 Gao X L, Wang X Q, Liu J, et al. Materials Letters, 2020, 268,127573.
39 Zhang K P, Peng P, Zhou Y N. Materials Science and Engineering: A,2022,835,142660.
40 Shamsolhodaei A, Oliveira J P, Schell N, et al. Intermetallics, 2020,116,106656.
41 Tanrikulu A A, Farhang B, Ganesh-Ram A K, et al. Journal of Manu-facturing Science and Engineering,2024,146(3),031007.
42 Li S X, Yang Z L, Dong H G. Transactions of Nonferrous Metals Society of China,2013,23(1),156.
43 Li H M. Study on laser welding of dissimilar materials between TiNi shape memory alloy and stainless steel. Ph. D. Thesis, Jilin University, Chi-na,2011(in Chinese).
└Ņ║ķ├Ę.TiNią╬ĀŅėøæø║ŽĮ┼c▓╗õPõō«ÉĘN▓─┴Ž╝ż╣Ō║Ė蹊┐.▓®╩┐īW╬╗šō╬─Ż¼╝¬┴ų┤¾īWŻ¼2011.
44 Jiang Y X. Study on arc behavior and weld formation of pulsed current ar-gon tungsten arc welding. Master's Thesis, Xihua University, China,2022(in Chinese).
╩Yė±Ž╝.├}ø_ļŖ┴„µuśOÜÕ╗Ī║ĖļŖ╗Īąą×ķ┼c║Ė┐p│╔ą╬蹊┐.┤T╩┐īW╬╗šō╬─Ż¼╬„╚A┤¾īWŻ¼2022.
45 Fang W P, Du X W, Chen Y. Electric Welding Machine,2006,36(6),13(in Chinese).
ĘĮ╬─∙iŻ¼Č┼Ģį韯¼ĻÉė┬.ļŖ║ĖÖCŻ¼2006Ż¼36(6)Ż¼13.
46 Zhang L. Shanxi Metallurgy,2007,34(2),1(in Chinese).Åł╠m.╔Į╬„ę▒ĮŻ¼2007Ż¼34(2)Ż¼1.
47 Oliveira M J C, Melo R H F, Maciel T M, et al. Materials Chemistry and Physics,2019,224,137.
48 Qi B J, Fan Q K, Liu F J. Aeronautical Manufacturing Technology,2015,58(11),26(in Chinese).
²RŃKĮŻ¼ĘČņV┐ĄŻ¼äóĘĮ▄Ŗ.║Į┐šųŲįņ╝╝ągŻ¼2015Ż¼58(11)Ż¼26.
49 Yang D, Jiang H C, Zhao M J, et al. Materials& Design, 2014, 57,21.
50 Hellberg S, Hummel J, KrooB P,et al. Welding in the World, 2020,64(12),2159.
51 Li Q,Zhu Y X,Guo J L. Journal of Materials Processing Technology,2017,249,538.
52 Zhang K, Shamsolhodaei A, Ghatei-Kalashami A, et al. Journal of Mate-rials Science& Technology,2024,180,160.
53 Fukumoto S, Inoue T, Mizuno S, et al. Science and Technology of Welding and Joining,2013,15(2),124.
54 Cheng X M, Yang K, Wang J, et al. Journal of Manufacturing Processes,
55 Chen Y, Cheng M P, Liu C, et al. International Journal of Advanced Manufacturing Technology,2023,129(5-6),2813.
56 Ao S S,Cheng M P,Zhang W,et al. Ultrasonics,2022,121,106684.
57 Chen Y, Cheng M, Xing Y W, et al. Science and Technology of Welding and Joining,2023,28(9),905.
58 Way M, Willingham J, Goodall R. International Materials Reviews,2019,65(5),257.
59 Chen X K, Chao Y F, Bian H, et al. Transactions of the China Welding Institution,2023,44(7),9(in Chinese).ĻÉą▐äPŻ¼▓▄įŲ’wŻ¼▒Õ╝tŻ¼Ą╚.║ĖĮėīWł¾Ż¼2023Ż¼44(7)Ż¼9.
60 Shiue R K, Chen C P, Wu S K. Metallurgical and Materials Transactions A,2015,46(6),2364.
61 Li M G. Joining of TiNi shape memory alloy and stainless steel. Ph. D.Thesis, Jilin University, China, 2006(in Chinese).
└Ņ├„Ė▀.TiNią╬ĀŅėøæø║ŽĮ┼c▓╗õPõōĄ─▀BĮė.▓®╩┐īW╬╗šō╬─Ż¼╝¬┴ų┤¾īWŻ¼2006.
62 Li M G, Sun D Q, Qiu X M, et al. Materials Science and Engineering:A,2006,424(1-2),17.
63 Qiu X M, Li M G, Sun D Q, et al. Journal of Materials Processing Tech-nology,2006,176(1-3),8.
64ķÉķ_µ├Ż¼ĻÉą±¢|Ż¼═§╬─└¹Ż¼Ą╚.ųąć°īŻ└¹Ż¼CN201610071913.1.
65 Li J X, Panton B, Mao Y,et al. Smart Materials and Structures,2020,29(10)Ż¼105023.
66 Li Q,Zhu Y X. Journal of Materials Processing Technology,2018,255,434.
67 Li H, Li Z X, Wang Y L, et al. Rare Metal Materials and Engineering,2011,40(8),1382(in Chinese).
└Ņ╝tŻ¼└§ū┐ą┬Ż¼═¶æ¬┴߯¼Ą╚.ŽĪėąĮī┘▓─┴Ž┼c╣ż│╠Ż¼2011Ż¼40(8)Ż¼1382.
68 Li D. Interfacial microstructure and strength of transient liquid-phase bonding of the TiNi shape memory alloy and stainless steel. Master's Thesis, Xiangtan University, China,2016(in Chinese).
└ŅČ┼.TiNią╬ĀŅėøæø║ŽĮ┼c▓╗õPõōĄ─╦▓Ģrę║ŽÓöU╔ó▀BĮėĮń├µĮM┐Ś╝░┴”īWąį─▄.┤T╩┐īW╬╗šō╬─Ż¼Žµ╠Č┤¾īWŻ¼2016.
69 Wang Y L, Li H, Li Z X, et al. Journal of Materials Engineering,2008,53(9),48(in Chinese).
═¶æ¬┴߯¼└Ņ╝tŻ¼└§ū┐ą┬Ż¼Ą╚.▓─┴Ž╣ż│╠Ż¼2008Ż¼53(9)Ż¼48.
70 Li M G,Sun D Q,Qiu X M,et al. China Welding,2005,14(2),95.
71 Guo R P. Effect of composition and annealing process on microstructure and mechanical properties of low carbon cold rolled sheet. Master's The-sis,Hebei United University,China,2014(in Chinese).
╣∙╚∙i.│╔Ęų║══╦╗╣ż╦ćī”Ą═╠╝└õ▄ł░ÕĮM┐ŚĪó┴”īWąį─▄Ą─ė░Ēæ.┤T╩┐īW╬╗šō╬─Ż¼║ė▒▒┬ō║Ž┤¾īWŻ¼2014.
72 Li J C, Wang S F. Journal of Changchun University of Science and Tech-nology(Natural Science Edition),2024,47(2),53(in Chinese).
└ŅĮŁ┤©Ż¼═§╔┘õh.ķL┤║└Ēż┤¾č¦č¦▒�(ūį╚╗┐ŲīW░µ)Ż¼2024Ż¼47(2)Ż¼53.
73 Mirshekari G R, Saatchi A, Kermanpur A, et al. Journal of Materials Engineering and Performance,2016,25(6),2395.
74 Chen Y H, Sun S W, Zhang T M, et al. Materials Science and Enginee-ring:AŻ¼2020Ż¼771Ż¼138545.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║µćŌü║ŽĮ┼c▓╗õPõōĄ─║ĖĮė╝╝ąg蹊┐▀Mš╣Ż®
tagś╦║×:▓╗õPõō,µćŌü║ŽĮ,«ÉĘN║ĖĮė,ę▒Į╠žąį,╣ż╦ć▀m┼õąį